
Quando dovresti specificare i rivetti tubolari in ottone anziché quelli pieni o semitubolari?
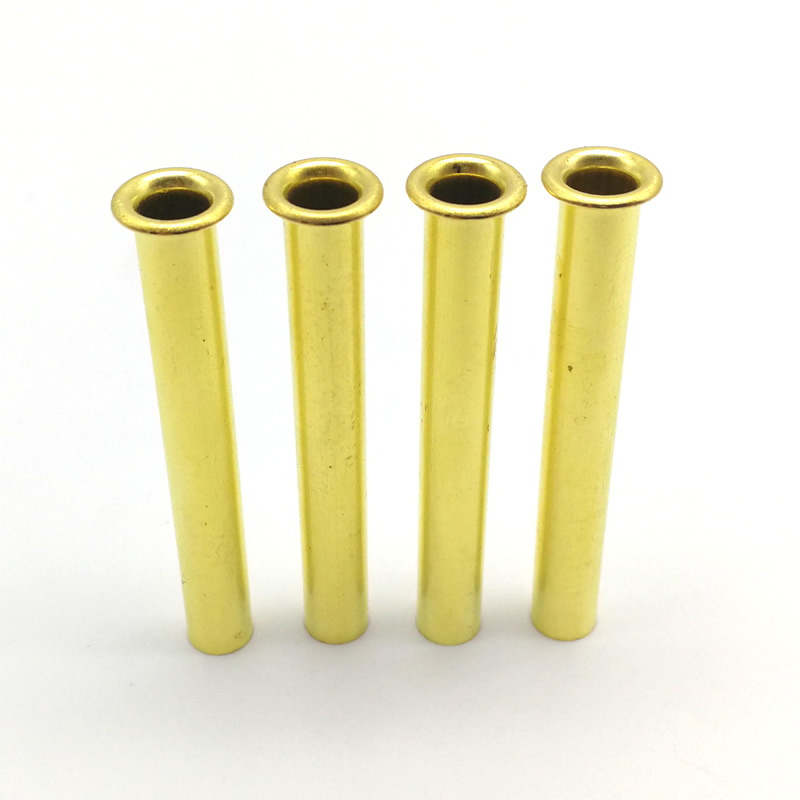
La maggior parte degli acquirenti pensa ai rivetti come a cilindri solidi. Ma completamenterivetto tubolare cavo in ottonerisolve i problemi che i rivetti solidi non possono risolvere: impostazione rapida e automatizzata, nessun danno ai substrati morbidi e costo del materiale minimo. In Nuote Metals produciamo rivetti tubolari per clienti che necessitano di volume elevato, forza ridotta e un'estetica pulita. Questa guida ti dice esattamente quando sceglierli e quando evitarli.
Cosa distingue i rivetti tubolari in ottone dagli altri rivetti in ottone?
La tabella seguente posizionarivetti tubolari in ottonein contesto con rivetti semitubolari in ottone e in ottone massiccio. La differenza fondamentale è la profondità della cavità.
| Tipo | Profondità cava | Impostazione della forza (relativa al solido) | Resistenza al taglio tipica (MPa, C26000) | Miglior caso d'uso |
|---|---|---|---|---|
| Ottone massiccio | 0% | 100% (riferimento) | 280–320 | Giunti strutturali ad alto carico, hardware marino |
| Semitubolare in ottone | 20–40% del gambo | 60-70% | 220–260 | Assemblaggio generale, perni per mobili, terminali elettrici |
| Tubolare in ottone | 100% del gambo | 40-50% | 140–180 | Decorativi leggeri, materiali morbidi, elettronica a basso carico |
La nostra definizione: un rivetto tubolare è un elemento di fissaggio permanente con una testa preformata e un gambo cavo dalla coda fino alla testa. Durante l'installazione, la parete sottile rotola verso l'esterno con una forza molto bassa, creando un'arricciatura pulita e uniforme.
Applicazioni: dove i rivetti tubolari in ottone sono la scelta migliore
Applicazione 1: materiali morbidi o sottili (pelle, tessuto, pellicole plastiche)
Problema:I rivetti solidi o semitubolari richiedono una forza di fissaggio sufficiente per deformare una parete spessa. Questa forza può rompere la plastica sottile, schiacciare la pelle morbida o strappare il tessuto.
Perché i tubolari in ottone funzionano:Lo spessore della parete di un rivetto tubolare è generalmente compreso tra 0,15 e 0,30 mm. Rotola con una pressione assiale minima. Il materiale sottostante non subisce quasi alcuno stress.
Caso reale:Un produttore europeo di borse ha utilizzato rivetti semitubolari in acciaio su pelle conciata al vegetale da 1,2 mm. I rivetti spesso rompevano la pelle attorno al foro. Abbiamo fornito C26000rivetti tubolari in ottonecon gambo da 4 mm. La forza di presa più leggera ha eliminato le crepe. La finitura in ottone si abbinava anche all'hardware dorato della borsa.

Applicazione 2: assemblaggio automatizzato di volumi elevati (oltre 100.000 pezzi)
Problema:Ogni millisecondo del tempo di ciclo è importante. I rivetti solidi necessitano di una corsa più lunga e di una forza maggiore, che rallentano le rivettatrici automatiche.
Perché i tubolari in ottone funzionano:Rivetti tubolari posizionati in una corsa rapida e a bassa forza. Gli alimentatori automatici li gestiscono facilmente perché il gambo cavo ha meno probabilità di incepparsi. Le velocità di ciclo possono raggiungere 200–300 rivetti al minuto.
Caso reale:Un produttore di apparecchi di illuminazione aveva bisogno di applicare targhette in ottone su alloggiamenti in alluminio: 500.000 unità all'anno. Il passaggio dai rivetti tubolari in ottone massiccio a quelli tubolari in ottone ha ridotto il tempo del ciclo di impostazione del 40% ed ha eliminato le crepe sugli alloggiamenti.
Specifiche tecniche: i nostri parametri di fabbrica per rivetti tubolari in ottone
Tutti i numeri seguenti sono perrivetti tubolari in ottoneprodotto da Nuote Metals in lega C26000 o C27000.
Intervallo dimensionale e tolleranze standard
| Parametro | Gamma disponibile | Tolleranza standard |
|---|---|---|
| Diametro esterno del gambo | 1,5 mm – 8 mm | ±0,05 mm |
| Spessore della parete | 0,15 mm – 0,40 mm (a seconda del diametro esterno) | ±0,03 mm |
| Diametro della flangia | 3 mm – 16 mm | ±0,10 mm |
| Lunghezza totale (dalla testa alla coda) | 2,5 mm – 12 mm | ±0,10 mm |
| Altezza della testa (a cupola) | 0,6 mm – 1,5 mm | ±0,10 mm |
Nota:Poiché il gambo è completamente cavo, lo spessore minimo della parete è limitato dal nostro processo di stampaggio. Per diametri inferiori a 2 mm consigliamo invece il semitubolare.
Finiture standard per rivetti tubolari in ottone
| Fine | Aspetto | Resistenza all'appannamento | Tempi di consegna tipici (dimensioni delle scorte) |
|---|---|---|---|
| Naturale (burattato) | Oro opaco | Basso | 3 giorni |
| Lucido + laccato | Oro brillante | Alto | 7 giorni |
| Nichelato | Argento brillante | Molto alto | 7 giorni |
| Stagnato | Argento opaco | Alto (saldabile) | 7 giorni |
| Antico/ossidato | Bronzo scuro | Moderare | 7 giorni |
Tutte le finiture sono conformi alla direttiva RoHS.
Analisi dei costi reali: perché Tubular fa risparmiare denaro
Il contenuto materiale inferiore di arivetto tubolare in ottoneriduce direttamente i costi. Utilizza questa formula per confrontare:
Costo per 1.000 pezzi = (peso bobina di ottone per rivetto × tasso di scarto) + stampaggio + finitura
Per un diametro del gambo di 5 mm, lunghezza 6 mm:
| Tipo | Peso dell'ottone (circa) | Costo materiale relativo | Tempo di presa (secondi per rivetto, automatico) |
|---|---|---|---|
| Ottone massiccio | 2,1 g | 100% | 0,8 – 1,0 |
| Semitubolare | 1,5 g | 70% | 0,6 – 0,8 |
| Tubolare | 0,9 g | 43% | 0,4 – 0,6 |
Oltre 500.000 rivetti, il passaggio dal pieno al tubolare consente di risparmiare circa 600 kg di ottone e oltre 100 ore di tempo macchina.
Qualità e documentazione: le nostre politiche trasparenti
ISO 9001:2015 – Produzione Tracciabile
Ogni lotto di rivetti Nuote Metals include un numero di lotto che riconduce a:
Certificato della bobina (lega, numero di calore, durezza)
Registro della pressa di stampaggio (data, operatore, ID attrezzatura)
Rapporto di ispezione finale (dimensioni, spessore delle pareti, concentricità)
Campionamento e ispezione
Seguiamo AQL 1.0 per le dimensioni critiche (diametro esterno del gambo, spessore della parete), 2.5 per quelle maggiori (lunghezza, diametro esterno della flangia) e 4.0 per quelle minori (estetiche). Ogni 500 pezzi vengono misurati 10 campioni.
Le nostre politiche trasparenti per i clienti (inglese semplice)
Campioni gratuiti – Per taglie in stock. Paghi tu al corriere.
Lunghezze tubolari personalizzate – Utensili pronti in 10 giorni di calendario per lunghezze o forme di flangia non standard.
MOQ – 20.000 pezzi per dimensioni standard; inferiore per i primi ordini.
Tempi di consegna – Stock: 3–5 giorni lavorativi. Personalizzato (inclusa la strumentazione): 15-20 giorni lavorativi.
Abbiamo fornitorivetti tubolari in ottoneai clienti di pelletteria, illuminazione ed elettronica in oltre 30 paesi.
Guida all'installazione – Specifica per rivetti tubolari in ottone
Poiché la parete è sottile, i rivetti tubolari richiedono parametri di impostazione diversi rispetto a quelli pieni o semitubolari.
Forza di impostazione consigliata (Newton, C26000)
| Diametro del gambo | Spessore della pila di materiali | Forza (N) | Note |
|---|---|---|---|
| 2 mm | 1,0 – 2,0 mm | 300 – 500 | Mazzuolo leggero o pressa manuale |
| 3 mm | 1,5 – 2,5 mm | 500 – 800 | Consigliata pressa pneumatica |
| 4 mm | 2,0 – 3,0 mm | 800 – 1.200 | Usa il colpo singolo |
| 5 mm | 2,5 – 3,5 mm | 1.000 – 1.500 | Evita colpi multipli |
| 6 mm | 3,0 – 4,0 mm | 1.200 – 1.800 | Pressa idraulica per consistenza |
Fattori critici di successo
Diametro del foro:Punzone o punta da 0,05 a 0,10 mm più grande del diametro esterno del gambo. Troppo stretto: la parete sottile si deforma. Troppo lento: il ricciolo non è uniforme.
Sbavatura:Assolutamente essenziale. Una bava sollevata spaccherà la parete sottile. Utilizzare uno strumento di sbavatura su entrambi i lati.
Profilo dell'incudine:Utilizzare un'incudine concava e poco profonda che corrisponda alla forma del ricciolo. Un'incudine piatta schiaccerà il muro.
Non è necessaria alcuna lubrificazione: l'ottone è naturalmente scivoloso. Il lubrificante può far scivolare il rivetto nell'alimentatore.
Errori comuni che abbiamo visto
| Errore | Conseguenza | La nostra soluzione |
|---|---|---|
| Foro 0,2 mm troppo grande | Riccio irregolare e ondulato | Ridurre la dimensione del foro a +0,05–0,10 mm |
| Bava sul buco | Canna divisa | Sbavare entrambi i lati prima dell'indurimento |
| Usando un'incudine piatta | Rotolo appiattito e screpolato | Passa all'incudine concava |
| Troppa forza (oltre 2.000 N su 4 mm) | Crollo del muro, deformazione della testa | Ridurre la forza del 20–30% |
【Rivetti tubolari in ottone】FAQ – Tre domande a cui rispondiamo ogni giorno
Q1: Posso utilizzare rivetti tubolari in ottone all'aperto? Si corroderanno?
R: I rivetti tubolari in ottone realizzati in C26000 (70/30) sono adatti per uso interno e condizioni esterne miti (ad esempio, uno striscione da giardino, una tenda ombreggiata). Si ossideranno gradualmente fino a diventare un marrone più scuro ma non perderanno l'integrità meccanica per diversi anni. Tuttavia, in presenza di nebbia salina diretta e continua o in ambienti costieri, l'ottone C26000 può subire dezincificazione: lo zinco fuoriesce, lasciando il rame poroso. Il nostro consiglio: per applicazioni esterne lontane dalla salsedine (entroterra, solo acqua dolce), è accettabile C26000 con finitura laccata. Per l'uso costiero o marino, suggeriamo di passare ai rivetti tubolari in ottone rosso C23000 (85% di rame) o ai rivetti tubolari in acciaio inossidabile 316: produciamo entrambi. Se insisti sull'ottone per ragioni estetiche, specifica l'ottone rosso C23000 con vernice trasparente e prevede la sostituzione dopo 3-5 anni.
Q2: Come posso calcolare la lunghezza corretta del cilindro per un rivetto tubolare in ottone?
R: I rivetti tubolari richiedono una sporgenza molto inferiore rispetto a quelli solidi o semitubolari perché la parete sottile deve solo arricciarsi e non piegare una sezione spessa. La nostra formula: Lunghezza canna = Spessore della pila di materiale + da 0,5 a 0,8 mm. Esempio: unione di un pannello in pelle da 1,5 mm ad un rivestimento in tessuto da 0,5 mm – risma totale 2,0 mm. Aggiungere 0,6 mm = lunghezza canna 2,6 mm. Arrotondare per eccesso alla lunghezza standard più vicina (solitamente 2,8 mm o 3,0 mm). Non utilizzare la formula semitubolare (pila + 1,0× diametro): lascerebbe troppo materiale e causerebbe un ricciolo disordinato e sovradimensionato. Per pile di spessore superiore a 4,0 mm si sconsiglia l'uso di rivetti tubolari; passare al semitubolare. Ordina campioni gratuiti in due lunghezze adiacenti ed esegui il test sul tuo materiale reale: forniamo kit di campioni.
Q3: I rivetti tubolari in ottone sono abbastanza resistenti per mobili o bagagli?
Sì, per alcune articolazioni. I rivetti tubolari in ottone sono ampiamente utilizzati nelle maniglie dei bagagli, negli attacchi dei timoni e nei perni di mobili leggeri (ad esempio meccanismi di sedie pieghevoli, guide di cassetti di scrivanie). Tuttavia, non sono adatti per giunti strutturali portanti, come le gambe di sedie che sostengono il peso di una persona. La resistenza al taglio di un rivetto tubolare in ottone da 4 mm è di circa 150–180 MPa. Per fare un confronto, un rivetto in acciaio solido dello stesso diametro è 300–350 MPa. La nostra regola pratica: se il giunto subirà una forza di taglio superiore a 50 N (circa 5 kg di peso), scegliere semitubolare o solido. Se la giunzione serve esclusivamente per l'allineamento, la decorazione o un leggero movimento (ad esempio, la cerniera di un portagioielli, il perno della cinghia di uno zaino), il tubolare va bene. Possiamo fornire coefficienti di carico calcolati per lo spessore specifico della pila: basta chiedere.
Contatta Nuote Metals per il tuo progetto di rivetti tubolari in ottone
Comunicaci il tuo stack di materiale (tipo e spessore), diametro e lunghezza del gambo richiesti, volume annuale e ambiente. Risponderemo con una raccomandazione specifica sulla lega, un calcolo della lunghezza della canna, campioni gratuiti e un preventivo dettagliato.
Invia richiesta


X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza