
Prodotti








Stampaggio metalli ad alta precisione
Cerchi una precisione a livello di micron? Nuote Metals, una fabbrica cinese, offre stampaggio metallico personalizzato ad alta precisione per componenti complessi nel settore automobilistico, elettronico e dei dispositivi medici. I nostri strumenti avanzati garantiscono tolleranze strette e bordi privi di bave, eliminando rilavorazioni e scarti. Che tu abbia bisogno di forme complesse o di volumi elevati, il nostro processo di stampaggio garantisce la ripetibilità pezzo dopo pezzo. Risolvi problemi di adattamento e usura prematura con lo stampaggio dei metalli di precisione. Affidati a noi per la qualità che riduce i costi e aumenta l'affidabilità.
Invia richiesta
Descrizione del prodotto
Quando il tuo progetto richiede caratteristiche misurate in micron o angoli di piegatura mantenuti a mezzo grado, lo stampaggio convenzionale non è sufficiente.Stampaggio metalli ad alta precisionecombina tecnologia di pressatura avanzata, utensili in metallo duro e controllo rigoroso del processo per fornire componenti che soddisfano specifiche rigorose, parte dopo parte, attraverso milioni di cicli.
Nuovi metalliè specializzata nello stampaggio di metalli ad alta precisione per settori quali dispositivi medici, connettori aerospaziali, sensori automobilistici ed elettronica. Questa guida spiega le nostre capacità, i sistemi di qualità e l'approccio trasparente alla produzione di precisione.

Applicazioni reali del nostro stampaggio di precisione
Caso 1 – Custodia del sensore medico
Un produttore di dispositivi medici necessitava di un alloggiamento in acciaio inossidabile con una planarità critica di 0,05 mm su una lunghezza di 40 mm. Utilizzando lo stampaggio dei metalli ad alta precisione, abbiamo prodotto 200.000 unità con un Cpk di 1,33 sulla caratteristica di planarità. Il cliente ha superato l'ispezione FDA senza alcun risultato relativo ai nostri componenti.
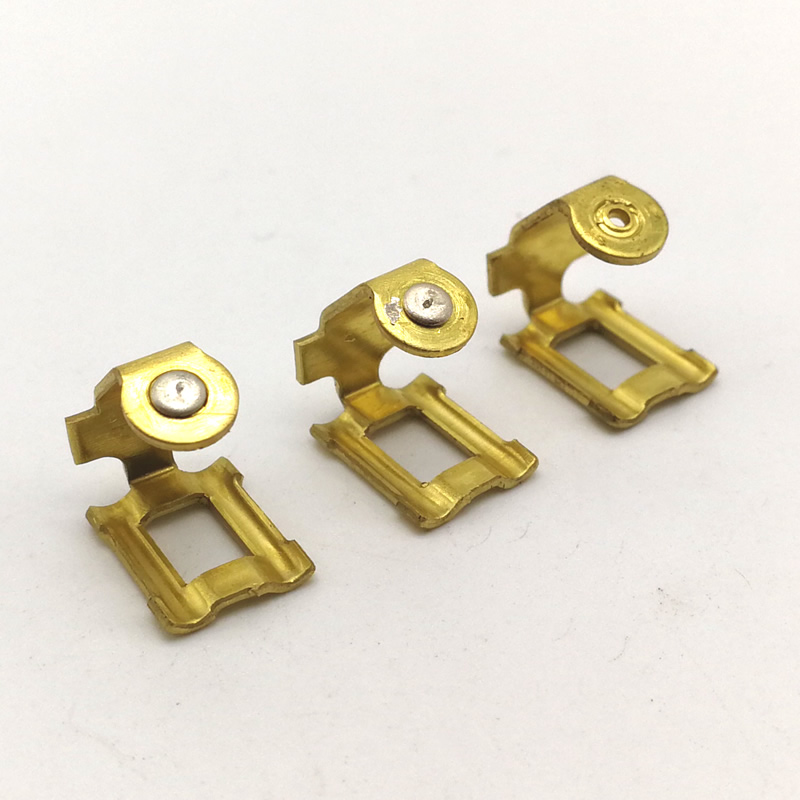
Caso 2 – Terminale connettore automobilistico
Un fornitore automobilistico di primo livello richiedeva un terminale in ottone con un foro di 0,3 mm di diametro posizionato entro ±0,01 mm dalla posizione effettiva. Nostrostampaggio di metalli ad alta precisioneIl processo ha mantenuto la tolleranza su 5 milioni di pezzi, eliminando la necessità di perforazioni secondarie e facendo risparmiare al cliente 0,02 dollari per parte.
Parametri tecnici e capacità
Definiamostampaggio di metalli ad alta precisionedalle tolleranze che manteniamo e dalle caratteristiche che produciamo.
Tolleranze dimensionali
| Caratteristica | Precisione standard | Alta precisione (su richiesta) |
|---|---|---|
| Diametro del foro (sotto i 5 mm) | ±0,025 mm | ±0,010 mm |
| Interasse foro-foro | ±0,025 mm | ±0,010 mm |
| Contorno grezzo (bordo tranciato) | ±0,050 mm | ±0,025 mm |
| Angolo di piegatura | ±0,5° | ±0,2° |
| Altezza formata (fossette, offset) | ±0,05 mm | ±0,02 mm |
| Planarità oltre 50 mm di lunghezza | ±0,10 mm | ±0,05 mm |
| Altezza della bava (bordo tagliato) | ≤0,05mm | ≤0,02 mm |
Spessore del materiale e capacità di stampa
| Parametro | Allineare |
|---|---|
| Spessore del materiale (acciaio, inossidabile, ottone) | 0,10 mm – 2,0 mm |
| Spessore del materiale (alluminio, rame) | 0,15 mm – 2,5 mm |
| Tonnellaggio della pressa | 25 – 200 tonnellate |
| Velocità di stampa (per lavori di precisione) | 100 – 400 SPM (più lento dello stampaggio ad alta velocità) |
| Larghezza massima della striscia | 300 mm |
| Capacità di peso della bobina | Fino a 1.000 kg |
Materiali che comunemente stampiamo
- Acciaio inossidabile – 304, 316, 301 completamente duro
- Acciaio al carbonio – SPCC, SPCD, 1008, 1010, 1045
- Ottone – C26000, C26800
- Bronzo fosforoso – C5191
- Rame berillio – C17200 (trattato termicamente dopo lo stampaggio)
- Alluminio – 5052, 1100, 6061 (ricotto)
- Alpacca – per contatti resistenti alla corrosione
Dai un'occhiata al nostro laboratorio di stampaggio per sapere come realizziamo una parte stampata.
Il nostro processo di stampaggio dei metalli ad alta precisione in sette fasi
Seguiamo un flusso di lavoro disciplinato per raggiungere e mantenere tolleranze strette.
Passo dopo passo dalla materia prima al pezzo finito
1. Approvvigionamento dei materiali –Acquistiamo bobine certificate da stabilimenti approvati. Ad ogni bobina viene assegnato un numero di colata per una completa tracciabilità.
2. Ispezione dei materiali –Le bobine in ingresso vengono testate con uno spettrometro e uno spessimetro laser. Rifiutiamo qualsiasi bobina con variazione di spessore superiore al ±2% del valore nominale.
3.Personalizzazione o impostazione degli strumenti –Per i pezzi nuovi, progettiamo e lavoriamo stampi progressivi in metallo duro con profili tagliati per elettroerosione a filo (tolleranza sull'apertura dello stampo ± 0,002 mm). Per gli strumenti esistenti, i nostri tecnici verificano l'allineamento dello stampo e la condizione del perno pilota.
4.Ispezione del primo articolo –La pressa produce 50 pezzi campione. Utilizzando una CMM o un sistema di visione, misuriamo ogni dimensione sul disegno. Al cliente viene inviato un report FAI completo.
5.Produzione di massa –Dopo l'approvazione, facciamo funzionare la macchina da stampa a velocità ottimizzata (tipicamente 150–250 SPM per lavori di precisione). I controlli in-process avvengono ogni 500 pezzi per dimensioni critiche.
6. Placcatura in subappalto (se richiesta) –Per le parti che richiedono la placcatura in zinco, nichel, stagno o oro, inviamo lotti ai nostri partner certificati. Lo spessore della placcatura è verificato mediante XRF.
7.Ispezione finale in uscita –Utilizziamo selezionatrici ottiche per l'ispezione al 100% delle dimensioni critiche. Viene estratto un campione AQL (Livello II, 1.0) per una verifica completa. Un Certificato di Conformità accompagna ogni spedizione.

Garanzia di qualità e certificazioni
Nostrostampaggio di metalli ad alta precisionele operazioni sono supportate dalle seguenti certificazioni:
| Certificazione | Ambito |
|---|---|
| ISO9001:2015 | Sistema di gestione della qualità |
| IATF 16949 | Qualità automobilistica (disponibile per progetti automobilistici) |
| ISO 13485 | Qualità del dispositivo medico (disponibile su richiesta) |
| RoHS/REACH | Conformità dei materiali |

Ogni spedizione include:
- Certificato di prova del mulino (chimica dei materiali e durezza)
- Rapporto di ispezione del primo articolo (per nuovi strumenti)
- Rapporto di controllo dimensionale (per lotti di produzione)
- Certificato di placcatura (se applicabile)
- Certificato di conformità firmato
Politiche trasparenti per lo stampaggio di precisione
Politica di esempio –50 pezzi gratuiti da nuove attrezzature (il cliente paga la spedizione)
Quantità minima d'ordine –10.000 pezzi per nuove attrezzature; 5.000 per attrezzature esistenti
Tempi di consegna per gli utensili –20–30 giorni lavorativi per gli stampi progressivi
Tempi di consegna per la produzione –10-15 giorni lavorativi dall'approvazione del campione
Proprietà degli strumenti –Il cliente conserva la proprietà degli strumenti; lo conserviamo gratuitamente
Politica di ritorno -Parti difettose sostituite gratuitamente
Nuovi metallinon addebita alcun costo per la riqualificazione se le tolleranze non vengono rispettate sui primi campioni.
Clienti con cui collaboriamo
Domande frequenti
Q1: Qual è la differenza tra lo stampaggio dei metalli ad alta precisione e lo stampaggio convenzionale?
R: La differenza principale è il livello di controllo dimensionale. Lo stampaggio convenzionale in genere mantiene tolleranze da ±0,10 mm a ±0,25 mm. Il nostro stampaggio dei metalli ad alta precisione raggiunge ±0,025 mm sulle posizioni dei fori e ±0,05 mm sui contorni grezzi. Ciò è reso possibile dall'utilizzo di matrici in metallo duro con aperture di taglio per elettroerosione a filo, presse con sistemi di pistoni guidati e controllo statistico del processo in-process. Per le applicazioni in cui le parti verranno utilizzate in assemblaggi automatizzati o in cui l'adattamento ai componenti accoppiati è fondamentale, consigliamo lo stampaggio dei metalli ad alta precisione per evitare rilavorazioni o guasti di assemblaggio.
D2: Come si mantiene la durata dell'utensile mantenendo tolleranze così strette per milioni di corse?
R: Utilizziamo inserti in carburo di tungsteno per tutte le stazioni di taglio e formatura. Il carburo mantiene i bordi affilati 10-20 volte più a lungo dell'acciaio per utensili, prevenendo la formazione di bave e la deriva dimensionale. Applichiamo anche rivestimenti TiCN o AlCrN ai punzoni per ridurre l'attrito. I nostri ingegneri delle attrezzature monitorano l'usura del punzone tramite sensori integrati nello stampo che misurano la forza di strappo; al raggiungimento di una soglia prestabilita la pressa si ferma automaticamente. La durata tipica dell'utensile per lo stampaggio di metalli ad alta precisione di acciaio inossidabile da 0,5 mm è di 3-5 milioni di corse prima di richiedere la riaffilatura.
Q3: Potete eseguire lo stampaggio di metalli ad alta precisione su materiali più sottili di 0,1 mm? Quali sfide si presentano?
R: Sì, abbiamo materiali stampati sottili fino a 0,05 mm (rame berillio e acciaio inossidabile). Tuttavia, le sfide includono la movimentazione dei materiali (le bobine sottili si piegano facilmente), l'espulsione delle parti (l'elettricità statica può causare l'adesione delle parti ai punzoni) e la misurazione (non è possibile utilizzare calibri standard). Affrontiamo questi problemi utilizzando servoalimentazioni con controllo della tensione, ionizzatori antistatici e micrometri laser senza contatto per l'ispezione. Per lo stampaggio di metalli ad alta precisione di materiali ultrasottili, consigliamo anche velocità di stampa più basse (100–150 SPM) per ridurre le vibrazioni. Vi preghiamo di contattarci indicando il vostro spessore specifico e la geometria della parte per una verifica di fattibilità.
Perché sceglierci per lo stampaggio dei metalli ad alta precisione
- Progettazione interna di utensili e produzione di stampi in metallo duro
- CMM e sistemi di visione per la validazione dimensionale
- Controllo statistico del processo (SPC) su ogni ciclo di produzione
- Tracciabilità completa del materiale dalla bobina al pezzo finito
- Rapporto di ispezione gratuito del primo articolo con ogni nuovo strumento
- Spedizioni globali in oltre 50 paesi
ContattoNuovi metallioggi per discutere del tuostampaggio di metalli ad alta precisioneprogetto o per richiedere una parte campione da uno strumento esistente.
Tag caldi: Stampaggio di metalli ad alta precisione, produttore cinese di stampaggio di precisione, fornitore di stampaggio di metalli di precisione
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza