
Prodotti






Parti in acciaio stampato
Hai bisogno di robuste parti in acciaio stampato? Nuote Metals, una fabbrica cinese, offre componenti in acciaio stampato personalizzato per macchinari pesanti e costruzioni. Il nostro stampaggio ad alto tonnellaggio garantisce spessore costante e resistenza agli urti. Risolvi la debolezza strutturale con parti in acciaio progettate per la resistenza. Affidati alla fabbrica per una durata che dura nel tempo.
Invia richiesta
Descrizione del prodotto
Per innumerevoli prodotti industriali e commerciali, la spina dorsale è l’acciaio.Parti in acciaio stampatooffrono una combinazione ineguagliabile di resistenza meccanica, disponibilità dei materiali ed efficienza dei costi. Dalle staffe per attrezzature pesanti ai telai elettronici di precisione, i componenti in acciaio stampato dominano le applicazioni in cui l'affidabilità sotto carico è essenziale.
Nuovi metalliproduce parti in acciaio stampato di alta qualità da oltre un decennio. Le nostre presse gestiscono acciai a basso e alto tenore di carbonio e legati con spessori da 0,3 mm a 6,0 mm. Combiniamo la scienza dei materiali con processi di stampaggio efficienti per fornire componenti che soddisfano rigorosi standard prestazionali senza costi inutili.

Cosa sono le parti in acciaio stampato?
Parti in acciaio stampatosono componenti metallici formati alimentando nastri o lamiere di acciaio in una pressa di stampaggio dotata di stampi personalizzati. La macchina da stampa esegue operazioni come tranciatura, perforazione, piegatura, imbutitura o goffratura per creare la forma finale.
Il termine "parti in acciaio stampato" si riferisce in genere a componenti realizzati in acciaio al carbonio o acciaio a bassa lega, distinti da acciaio inossidabile, alluminio o ottone. I gradi di acciaio comuni includono:
Acciaio a basso tenore di carbonio (SPCC, SPCD, Q195, 1008) – Eccellente formabilità, economico
Acciaio a medio carbonio (S45C, 1045) – Maggiore robustezza e resistenza all'usura
Acciaio ad alto tenore di carbonio (SK5, 1080) – Tempra per molla, durezza
Acciaio legato (SPRING STEEL, 51CrV4) – Elevata resistenza alla fatica per carichi dinamici
Nuovi metalliseleziona la qualità di acciaio ottimale per ciascuna applicazione, bilanciando i requisiti di formabilità, resistenza, costo e finitura superficiale.
Guarda il video per saperne di più sul nostro laboratorio di stampaggio
Perché scegliere l'acciaio per i componenti stampati?
L’acciaio rimane il materiale stampato più diffuso per una buona ragione.Nuovi metallievidenzia questi vantaggi delle parti in acciaio stampato:
Elevato rapporto resistenza/costo: l’acciaio offre una resistenza maggiore rispetto all’alluminio o all’ottone a un costo del materiale inferiore
Proprietà magnetiche: essenziali per sensori, relè e gruppi elettromagnetici
Saldabilità: le parti in acciaio accettano facilmente la saldatura a punti, a proiezione o al laser
Compatibilità con la placcatura: zinco, nichel, stagno e altre placcature aderiscono bene all'acciaio
Disponibilità – La bobina di acciaio è disponibile in tutto il mondo con tempi di consegna brevi
Specifiche tecniche delle parti in acciaio stampato Nuovi metalli
Opzioni materiali per parti in acciaio stampato
| Grado | Tipo | Resistenza alla trazione (MPa) | Carico di snervamento (MPa) | Durezza tipica | Le migliori applicazioni |
|---|---|---|---|---|---|
| SPCC/Q195 | Basso tenore di carbonio, qualità commerciale | 270 – 350 | 180 – 240 | HRB 45–60 | Staffe generali, involucri, parti del telaio |
| SPCD/1008 | Basso tenore di carbonio, qualità di disegno | 280 – 370 | 190 – 250 | HRB 50–65 | Tazze disegnate, forme complesse |
| SPCE/1010 | Basso tenore di carbonio, qualità di imbutitura profonda | 300 – 390 | 210 – 260 | HRB 55–70 | Alloggiamenti imbutiti, serbatoi di carburante per autoveicoli |
| S45C/1045 | Carbonio medio | 570 – 700 | 350 – 450 | HRB 85–95 | Ingranaggi (grezzi stampati), alberi, piastre antiusura |
| SK5/1080 | Alto tenore di carbonio (acciaio per molle) | 800 – 1.100 (temprato) | 500 – 800 | 40–55 HRC | Clip, molle, anelli di sicurezza, lame per seghe |
| 51CrV4 | Lega di acciaio per molle | 1.200 – 1.500 | 1.000 – 1.300 | HRC 45–52 | Molle a balestra ad alto ciclo, dischi frizione |
Capacità dimensionali per parti in acciaio stampato
Nuovi metalliproduceparti in acciaio stampatoin un’ampia gamma di dimensioni e tolleranze.
| Parametro | Capacità standard | Capacità di precisione (su richiesta) |
|---|---|---|
| Spessore del materiale | 0,3 mm – 6,0 mm | 0,2 mm – 8,0 mm (gradi limitati) |
| Dimensione massima del pezzo (matrice progressiva) | 300x300 mm | 400 x 400 mm |
| Dimensione massima della parte (matrice di trasferimento) | 500 x 600 mm | 600 x 800 mm |
| Tolleranze (tranciatura/perforazione) | ±0,10 mm | ±0,05 mm |
| Tolleranze (angoli di piega) | ±1° | ±0,5° |
| Diametro minimo del foro (perforazione) | 1,0 x spessore del materiale | 0,8 x spessore del materiale |
| Altezza della bava (standard) | ≤0,10mm | ≤0,05 mm |
Processi di stampaggio per parti in acciaio stampato
Nuovi metalliseleziona il metodo di stampaggio appropriato in base alla geometria e al volume della parte.
| Processo | Spessore tipico dell'acciaio | Intervallo di volume annuale | Vantaggi |
|---|---|---|---|
| Stampaggio con stampi composti | 0,5 – 6,0 mm | 5k – 100k | Basso costo degli utensili, parti piatte semplici |
| Stampaggio progressivo | 0,3 – 4,0 mm | 100k – 10 milioni+ | Parti multistazione complesse e ad alta velocità |
| Stampaggio a trasferimento | 1,0 – 6,0 mm | 50k – 500k | Pezzi di grandi dimensioni, imbutiture profonde |
| Cancellazione fine | 1,0 – 12,0 mm | 50k – 500k | Bordi di taglio senza bave, perfetta planarità |
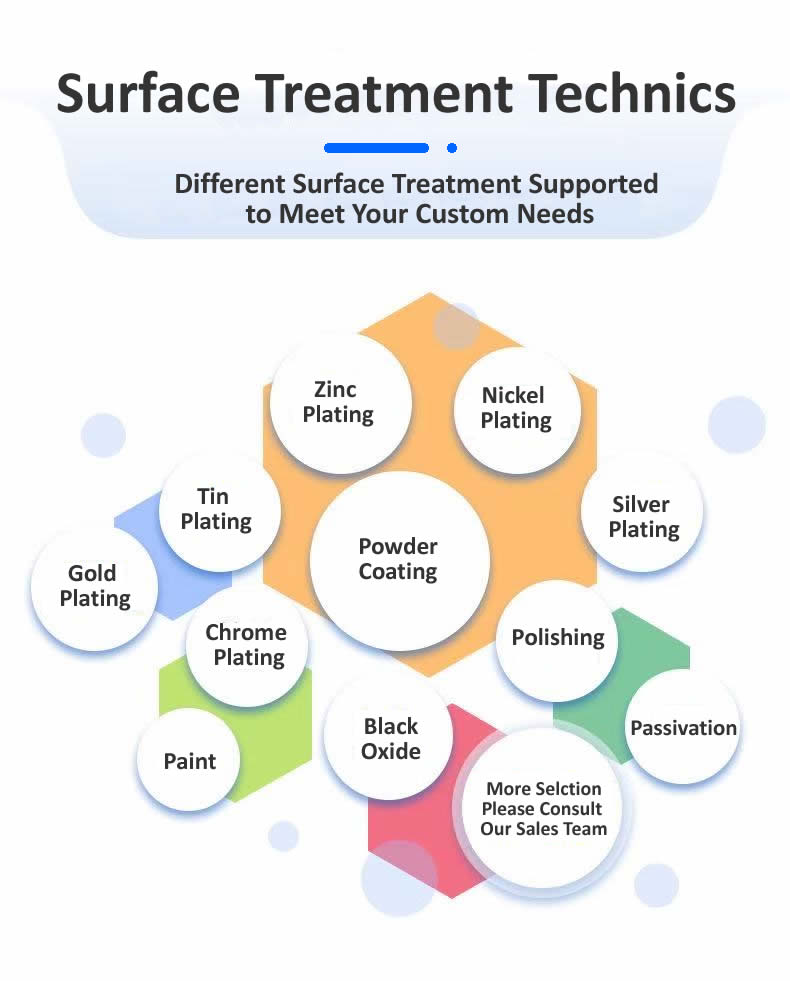
Finiture superficiali disponibili
Maggior parteparti in acciaio stampatoricevere trattamenti post-stampaggio per prevenire la corrosione o migliorare l'aspetto.
| Fine | Descrizione | Spessore | Resistenza alla corrosione (nebbia salina) |
|---|---|---|---|
| Zincatura (trasparente/blu/giallo) | Zinco elettrolitico con passivazione | 5 – 12 µm | 48 – 120 ore |
| Lega di zinco-nichel | Protezione dalla corrosione superiore | 8 – 15 µm | 200 – 500 ore |
| Zincatura a caldo | Rivestimento in zinco pesante, finitura opaca | 40 – 80 µm | 500 – 1.000 ore |
| Ossido nero | Rivestimento di conversione, antiriflesso | 0,5 – 1,5 µm | 24 – 72 ore (richiede olio) |
| Verniciatura a polvere | Rivestimento polimerico colorato | 60 – 120 µm | Oltre 500 ore (a seconda della qualità) |
| E-coat/elettrocoating | Immersione epossidica catodica | 15 – 25 µm | 300 – 600 ore |
| Fosfato (manganese/zinco) | Rivestimento di conversione per base di vernice o lubrificazione | 2 – 10 µm | Basso (richiede finitura) |
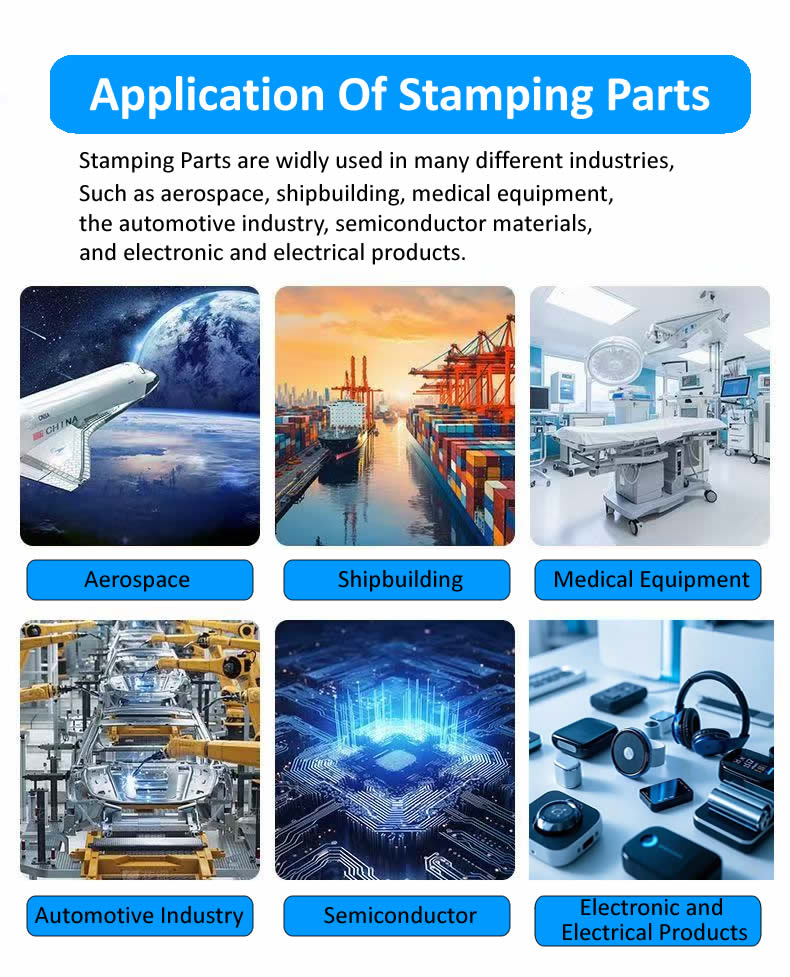
Applicazioni di parti in acciaio stampato
Nuovi metallifornisce parti in acciaio stampato in quasi tutti i settori. Di seguito sono riportati esempi rappresentativi per settore.
Barra collettrice della batteria per veicoli elettrici (acciaio a basso tenore di carbonio, spessore 2,0 mm)
Un produttore di batterie per veicoli elettrici aveva bisogno di una serie di sbarre collettrici per collegare le singole celle. I requisiti erano impegnativi: planarità entro 0,1 mm su 150 mm di lunghezza, fori multipli punzonati con precisione per i terminali delle celle e placcatura in zinco-nichel per la resistenza alla corrosione. Il volume annuo era di 80.000 set: troppo alto per il CNC, troppo complesso per una semplice fustella.
Nuovi metalliha progettato una matrice progressiva con otto stazioni: perforazione, stozzatura, coniatura per planarità e taglio finale. Le parti in acciaio stampato sono uscite dalla pressa a 60 colpi al minuto, ciascuna con una planarità di 0,08 mm e posizioni dei fori entro ± 0,05 mm. Dopo la placcatura, le sbarre hanno superato 500 ore di test in nebbia salina. Il cliente ha ridotto il costo dei componenti del 62% rispetto al rame lavorato ed ha eliminato due operazioni secondarie. Dopo tre anni di produzione, lo stampo ha prodotto oltre 1,2 milioni di sbarre collettrici senza guasti sul campo.
Questo caso mostra cosa possono ottenere le parti in acciaio stampato quando gli utensili e il processo sono adattati all'applicazione, non solo al volume.
Garanzia di qualità per parti in acciaio stampato – EEAT in pratica
Nuovi metallisegue un sistema di qualità completo adattato alle caratteristiche dell'acciaio stampato.
Esperienza con le qualità dell'acciaio
I nostri metallurgisti e ingegneri di attrezzature hanno oltre 10 anni di esperienza nello stampaggio di acciai al carbonio e legati. Comprendiamo:
Comportamento del ritorno elastico – Il recupero elastico dell’acciaio varia in base al contenuto di carbonio; compensiamo nella progettazione dello stampo
Formazione di bave: l'acciaio più morbido a basso tenore di carbonio produce bave più grandi rispetto all'acciaio duro; regoliamo le distanze di conseguenza
Generazione di calore – Lo stampaggio di acciaio spesso genera calore significativo; utilizziamo lubrificanti e controllo della velocità di stampa
Competenza nel trattamento post-stampaggio
Parti in acciaio stampatorichiedono protezione dalla corrosione per la maggior parte delle applicazioni. Nuote Metals opera internamente nella zincatura e collabora con verniciatori certificati per verniciatura a polvere ed e-coat. Forniamo:
Misurazione dello spessore del rivestimento – fluorescenza a raggi X (XRF) per la placcatura
Test di adesione – Test del nastro a tratteggio incrociato secondo ASTM D3359
Test in nebbia salina – ASTM B117 per la convalida della resistenza alla corrosione
Autorevolezza attraverso gli standard
Nostroparti in acciaio stampatoattenersi a:
ISO 9001:2015 – Sistema di gestione della qualità
IATF 16949 – Qualità automobilistica (disponibile su richiesta per progetti automobilistici)
ASTM A109 – Standard per nastri di acciaio al carbonio laminati a freddo
RoHS – Per parti placcate (esenti da cromo esavalente dove specificato)

Fiducia attraverso la documentazione
Ogni spedizione di particolari in acciaio stampato di Nuote Metals comprende:
Rapporto di prova sui materiali (MTR) – Certificato di fabbrica con proprietà chimiche e meccaniche
Registro delle ispezioni dimensionali: misurazioni chiave con stato superato/fallito
Certificato di rivestimento (se placcato o rivestito) – Spessore, tipo, numero di lotto
Ispezione primo articolo (FAI) – Rapporto dimensionale completo per nuovi utensili
Considerazioni sulla progettazione per parti in acciaio stampato
Per aiutare i clienti a ottimizzare i loro progetti per la producibilità, Nuote Metals offre queste linee guida.
Raggi di curvatura minimi
| Spessore del materiale | Acciaio a basso tenore di carbonio (SPCC) | Acciaio per molle ad alto tenore di carbonio (SK5) |
|---|---|---|
| 0,5 mm | 0,5 mm (1xT) | 1,0 mm (2xT) |
| 1,0 mm | 1,0 mm (1xT) | 2,0 mm (2xT) |
| 2,0 mm | 2,0 mm (1xT) | 4,0 mm (2xT) |
| 3,0 mm | 3,0 mm (1xT) | 6,0 mm (2xT) |
| 4,0 mm | 5,0 mm (1,25xT) | Non raccomandato |
Dimensione minima del foro
Fori di perforazione in acciaio a basso tenore di carbonio: diametro ≥ spessore del materiale
Fori di perforazione in acciaio ad alto tenore di carbonio o legato: diametro ≥ 1,2 x spessore del materiale
Distanza dal bordo (foro-bordo): ≥ 1,5 x spessore del materiale (per evitare rigonfiamenti)
Tolleranze per elementi piegati
| Caratteristica | Tolleranza standard | Precisione (con coniazione) |
|---|---|---|
| Angolo di piega (flessione in aria) | ±1,5° | ±0,75° |
| Angolo di piega (coniatura) | ±0,5° | ±0,25° |
| Altezza della forma (fossette, offset) | ±0,15 mm | ±0,08 mm |
| Lunghezza della flangia | ±0,20 mm | ±0,10 mm |
Domande frequenti sulle parti in acciaio stampato
Di seguito sono riportate le richieste tecniche più comuni ricevute da Nuote Metals in meritoparti in acciaio stampato.
Q1: Qual è la differenza tra le parti in acciaio stampato a basso e ad alto tenore di carbonio? Come scelgo?
R: Il contenuto di carbonio determina resistenza, durezza e formabilità. Le parti in acciaio stampato a basso tenore di carbonio (SPCC, 1008, 1010) contengono meno dello 0,15% di carbonio. Sono morbidi, duttili e facili da stampare in forme complesse, comprese imbutiture profonde e piegature strette. Tuttavia, hanno una resistenza relativamente bassa (trazione 270–400 MPa) e non possono essere trattati termicamente per ottenere una maggiore durezza. Le parti in acciaio stampato ad alto tenore di carbonio (SK5, 1080) contengono lo 0,75–1,0% di carbonio. Sono molto più resistenti (trazione 800–1.100 MPa dopo l'indurimento) e possono essere trattati termicamente a HRC 50–60. Tuttavia, sono meno formabili (raggio di curvatura minimo 2xT o più) e richiedono presse più pesanti. Nuote Metals consiglia acciaio a basso tenore di carbonio per staffe, involucri, telai e alloggiamenti imbutiti. Consigliamo acciaio ad alto tenore di carbonio per molle, clip, fermi e parti resistenti all'usura. Per le applicazioni che richiedono resistenza tra questi estremi, l'acciaio al carbonio medio (1045) offre un equilibrio.
D2: In che modo Nuote Metals previene la ruggine sulle parti in acciaio stampato prima che vengano assemblate o rivestite dal cliente?
R: L'acciaio arrugginisce rapidamente se esposto all'umidità. Nuote Metals adotta diverse misure per proteggersiparti in acciaio stampatodurante lo stoccaggio e il trasporto. Innanzitutto, per le parti che verranno placcate o rivestite da noi, le elaboriamo entro 24-48 ore dallo stampaggio per ridurre al minimo l'ossidazione. In secondo luogo, per le parti spedite nella condizione “come stampate” (non rivestite), applichiamo un olio antiruggine (leggero, rimovibile con un detergente alcalino) e le imballiamo in sacchetti barriera contro l'umidità con essiccante. In terzo luogo, offriamo un rivestimento temporaneo al fosfato (fosfato di manganese o zinco) che fornisce 1-3 mesi di protezione antiruggine per interni e migliora anche l'adesione della vernice per i clienti che vernicieranno in seguito. Per lo stoccaggio a lungo termine o la spedizione internazionale, consigliamo ai clienti di specificare un rivestimento protettivo (zincatura o rivestimento elettronico) come parte dell'ordine. Se ricevi parti in acciaio stampato che mostrano una leggera ruggine superficiale, di solito può essere rimossa con un leggero abrasivo o un decapaggio acido, ma per applicazioni critiche, specifica un piano di prevenzione della corrosione con Nuote Metals in fase di preventivo.
Q3: Qual è lo spessore massimo delle parti in acciaio stampato che Nuote Metals può produrre? Le parti più spesse richiedono utensili speciali?
R: Nuote Metals può stampare acciaio fino a 8,0 mm di spessore per semplici operazioni di tranciatura e fino a 6,0 mm per parti che richiedono piegatura o formatura. Tuttavia, le parti in acciaio stampato di spessore (superiore a 4,0 mm) richiedono considerazioni speciali. Innanzitutto, il tonnellaggio della pressa aumenta in modo significativo: una parte in acciaio di 6,0 mm di spessore può richiedere 200-400 tonnellate a seconda delle dimensioni del pezzo grezzo. In secondo luogo, è necessario aumentare le distanze degli utensili (tipicamente del 10–15% per lato) per evitare bave eccessive e rotture dell'utensile. In terzo luogo, l'acciaio spesso ha un recupero elastico minimo, quindi la compensazione del ritorno elastico è meno critica, ma la rottura dei bordi diventa un problema per i fori vicino ai bordi.Nuovi metalliha una capacità di pressa fino a 400 tonnellate e mantiene scorte di acciaio per utensili adatte allo stampaggio di grosso spessore. Per le parti più spesse di 6,0 mm, spesso consigliamo il taglio laser o il taglio plasma come alternativa allo stampaggio, poiché i costi degli utensili diventano proibitivi. Invia il tuo disegno di grosso spessore a Nuote Metals per un confronto di fattibilità e costi.
Q4: Potete stampare parti in acciaio stampato con fori filettati o inserti hardware? Quali operazioni secondarie sono disponibili?
R: Sì,Nuovi metallioffre diversi metodi per aggiungere filettature alle parti in acciaio stampato. I più comuni sono la maschiatura (taglio dei filetti direttamente nei fori punzonati) e la rullatura dei filetti (per acciaio più spesso, spostamento del materiale per creare filetti senza trucioli). Disponiamo internamente di maschiatrici per fori da M2 a M12. Per applicazioni che richiedono filettature più robuste o elementi di fissaggio rimovibili, possiamo installare inserti (dadi o prigionieri autoaggancianti tipo PEM) direttamente nello stampo di stampaggio utilizzando apparecchiature di inserimento automatizzate. Altre operazioni secondarie per le parti in acciaio stampato includono la saldatura a punti (saldatura a proiezione di dadi o staffe), la rivettatura (unione di due componenti stampati) e il trattamento termico (per parti ad alto contenuto di carbonio che necessitano di rinvenimento della molla). Specifica eventuali operazioni secondarie sul tuo disegno e Nuote Metals le incorporerà nel flusso di processo, spesso all'interno dello stesso stampo progressivo per ridurre i costi di gestione.

Perché collaborare con Nuote Metals per parti in acciaio stampato?
La scelta del partner giusto per lo stampaggio garantisce qualità costante, prezzi competitivi e consegna affidabile per i tuoi componenti in acciaio. Offerte Nuote Metalli:
- Ampia selezione di acciai: qualità a basso, medio, alto contenuto di carbonio e leghe in stock
- Intervallo di spessore: da 0,3 mm a 6,0 mm (8,0 mm per la tranciatura)
- Placcatura interna – Linee di zinco, zinco-nichel e ossido nero
- Maschiatura e inserimento ferramenta – Operazioni secondarie in cantiere
- Volumi da 1.000 a 10.000.000+ – Dalla prototipazione alla produzione di massa
- Analisi DFM gratuita: ottimizziamo il tuo progetto per lo stampaggio prima dell'utensileria
- Parti campione: 20 pezzi gratuiti dagli strumenti di produzione
- Spedizioni globali: aeree o marittime verso il Nord America, Europa, Asia e oltre
ContattoNuovi metallioggi per caricare il tuo disegno o discutere il tuoparti in acciaio stampatorequisiti del progetto.
Tag caldi: Parti in acciaio stampato, parti in acciaio stampato in Cina, produttore di parti stampate
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza