
Prodotti






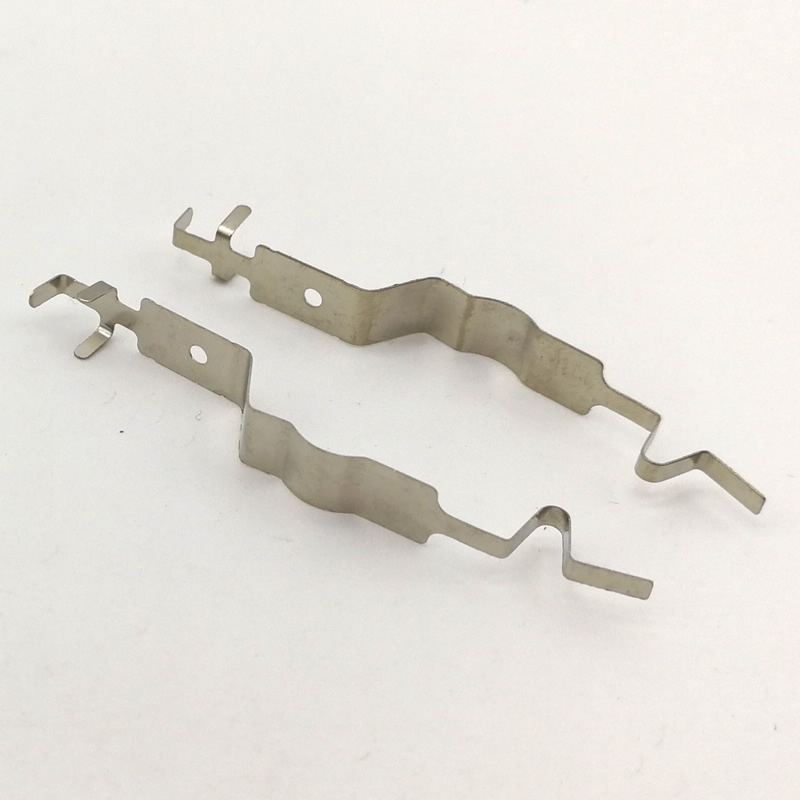
Stampaggio di piccole parti
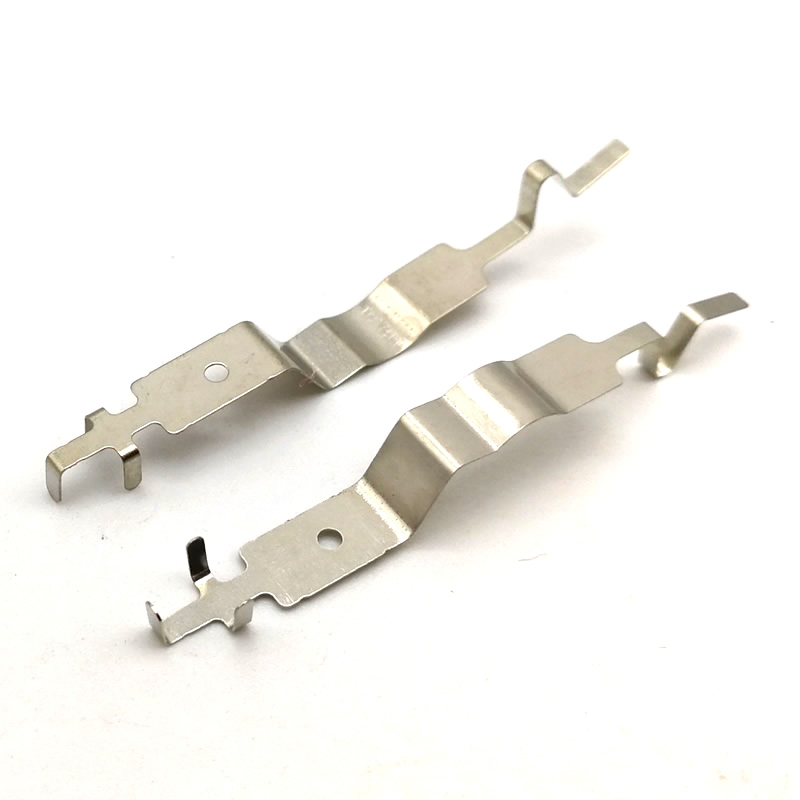
Dalla Cina, il produttore Nuote Metals offre piccole parti stampate personalizzate per dispositivi elettronici e medici. Gli stampi di precisione creano componenti minuscoli con tolleranze strette. Risolvi le sfide della miniaturizzazione in modo affidabile. Affidati al produttore per la qualità in ogni piccolo dettaglio.
Invia richiesta
Descrizione del prodotto
Nel mondo della formatura dei metalli, le dimensioni presentano sfide uniche. Lo stampaggio di piccole parti, ovvero componenti che misurano solo pochi millimetri o pesano frazioni di grammo, richiede attrezzature, strumenti e controllo di processo specializzati. Una piccola sbavatura o uno spostamento dimensionale di 0,02 mm possono rendere inutilizzabile un intero lotto.
Nuovi metalliha linee di produzione dedicate appositamente perstampaggio di piccole parti. Le nostre presse, alimentatori e stampi sono ottimizzati per componenti miniaturizzati utilizzati in elettronica, dispositivi medici, orologeria e sistemi automobilistici di precisione. Produciamo stampaggio di piccole parti a velocità fino a 1.200 colpi al minuto, con tolleranze fino a ±0,01 mm.
Cosa sono le piccole parti stampate?
Stampaggio di piccole partisono componenti metallici tipicamente caratterizzati da:
Dimensione massima: inferiore a 30 mm in qualsiasi direzione
Spessore del materiale: solitamente da 0,1 mm a 1,5 mm
Peso – Spesso inferiore a 5 grammi
Complessità: può includere piegature multiple, fori perforati, elementi in rilievo o superfici coniate
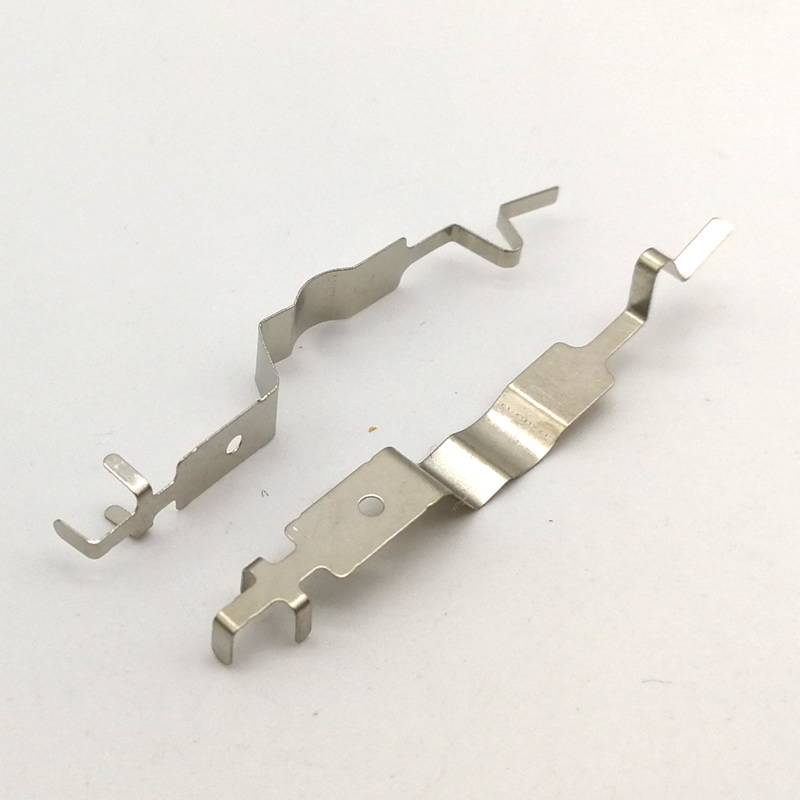
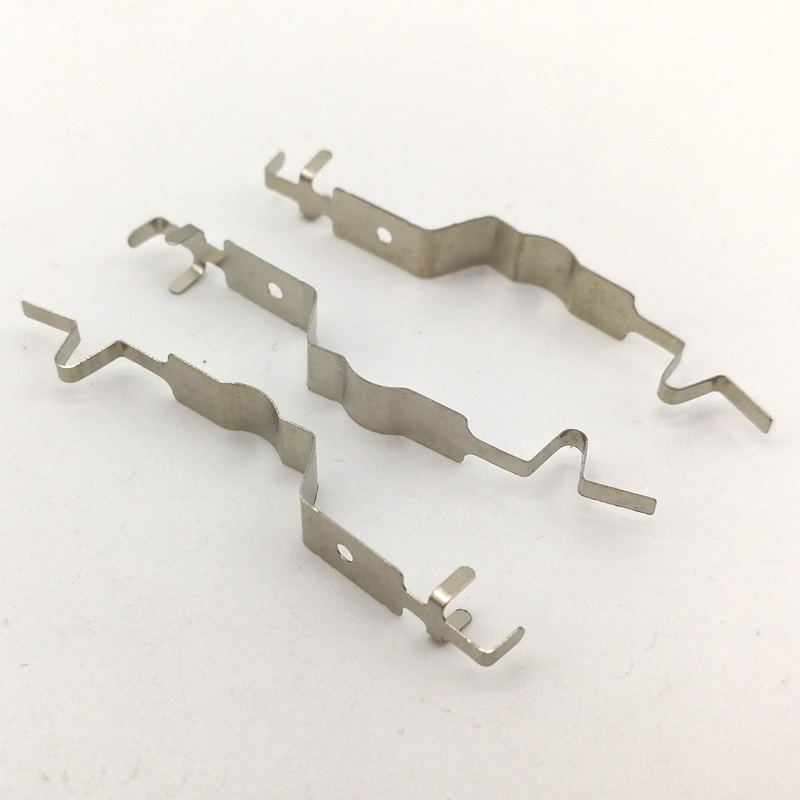
Esempi di piccole parti stampate includono pin di connettore, contatti a molla, coperture di protezione, terminali di batterie, maglie di orologi, staffe di sensori e punte di strumenti chirurgici.
L'economia diparti stampatesono unici. Anche se il prezzo del pezzo è basso, gli utensili sono densi (molte cavità per matrice) e i requisiti di qualità sono eccezionalmente elevati. Nuote Metals ha perfezionato il processo per garantire affidabilità su larga scala.
Perché scegliere Nuote Metals per lo stampaggio di piccole parti?
Presse specializzate per piccole parti
Le presse per stampaggio standard non sono ideali perparti stampate. Nuote Metals gestisce presse di precisione ad alta velocità con:
Lunghezze della corsa brevi: da 10 mm a 30 mm (riduce il tempo d'aria, aumenta l'SPM)
Telai antivibranti – Mantiene l'allineamento dello stampo a velocità elevate
Il servo alimenta con precisione di ±0,02 mm: essenziale per bobine sottili e strette
Sensori integrati nello stampo: rilevano inceppamenti, espulsione di parti e usura dell'utensile
Utensili progettati per caratteristiche in miniatura
I nostri stampi perstampaggio di piccole partiutilizzo:
Punzoni in metallo duro microrettificati – Diametri fino a 0,3 mm
Inserti in carburo di tungsteno: resistono all'usura a cicli elevati
Espulsione positiva delle parti – I perni ad aria o a molla impediscono l'incollamento
Stazioni di verifica ottica – Telecamere integrate per dimensioni critiche
Protocolli per camere bianche e manipolazione
Le parti piccole si perdono o si contaminano facilmente.Nuovi metallisostiene:
Linee di confezionamento dedicate per piccole parti: vassoi antistatici, nastri in bobina o sacchetti personalizzati
Alimentatori magnetici e vibranti – Per il conteggio e il confezionamento automatizzati
Ispezione visiva al 100% – Ingrandita per difetti superficiali invisibili a occhio nudo
Guarda il video per vedere come realizziamo le parti stampate
Specifiche Tecniche per lo Stampaggio di Minuteria
Opzioni materiali
| Materiale | Spessore comune (mm) | Piccole parti tipiche |
|---|---|---|
| Acciaio a basso tenore di carbonio (SPCC, 1008) | 0,15 – 1,0 | Rondelle, distanziatori, clip |
| Acciaio inossidabile (304, 301 semiduro) | 0,10 – 0,8 | Contatti a molla, lame medicali |
| Ottone (C260, C268) | 0,10 – 0,8 | Pin del connettore, terminali |
| Bronzo fosforoso (C5191) | 0,10 – 0,5 | Molle relè, lame interruttore |
| Rame berillio (C17200) | 0,10 – 0,5 | Molle ad alte prestazioni, contatti batteria |
| Alluminio (5052, 1100) | 0,15 – 1,0 | Schermi EMI, diffusori di calore |
| Argento nichel | 0,10 – 0,5 | Finiture elettroniche decorative, contatti resistenti alla corrosione |
Capacità dimensionali per lo stampaggio di piccole parti
Nuovi metalliraggiunge le seguenti tolleranze sustampaggio di piccole parti.
| Parametro | Capacità standard | Capacità di alta precisione (su richiesta) |
|---|---|---|
| Lunghezza/larghezza minima della parte | 1,0 mm | 0,8 mm |
| Diametro minimo del foro | 0,3 mm (0,5 mm per materiali più spessi) | 0,2 mm (con punzone in metallo duro) |
| Tolleranza del centro tra fori | ±0,025 mm | ±0,010 mm |
| Tolleranza del contorno vuoto | ±0,025 mm | ±0,015 mm |
| Angolo di piegatura | ±0,5° | ±0,3° |
| Planarità (lunghezza superiore a 10 mm) | ±0,05 mm | ±0,02 mm |
| Altezza della bava (bordi tagliati) | ≤0,03 mm | ≤0,01 mm (con sbavatura secondaria) |
| Tolleranza sullo spessore di coniatura | ±0,010 mm | ±0,005 mm |
Velocità e volumi di produzione
| Spessore del materiale | Velocità di stampa tipica (SPM) | Produzione giornaliera (per turno) | Ordine Economico Minimo |
|---|---|---|---|
| 0,1 – 0,3 mm | 800 – 1.200 | 400.000 – 600.000 | 500.000 pezzi |
| 0,3 – 0,8 mm | 400 – 800 | 200.000 – 400.000 | 200.000 pezzi |
| 0,8 – 1,5 mm | 200 – 400 | 100.000 – 200.000 | 100.000 pezzi |
Nota:stampaggio di piccole partia volumi inferiori può essere più economico utilizzare il taglio laser o l'incisione chimica.Nuovi metallifornisce raccomandazioni sul processo a preventivo.
Configurazioni tipiche dello stampo per lo stampaggio di piccole parti
| Tipo di matrice | Numero di stazioni | Cavità tipiche per larghezza della striscia | Ideale per |
|---|---|---|---|
| Progressivo a fila singola | 8 – 20 | 1 – 2 | Parti complesse con pieghe, monete o piercing multipli |
| Progressivo multifila | 10 – 30 | 4 – 16 | Parti piatte semplici (rondelle, clips, terminali) |
| Trasferimento morire | 6 – 12 | 1 (ma striscia larga) | Piccole parti più grandi (oltre 15 mm) che richiedono formazioni pesanti |
Noiutilizza stampi multi-fila per volumi elevatiparti stampate, riducendo gli scarti di nastro e aumentando la produttività per corsa della pressa.
Applicazioni di stampaggio di piccole parti
Nuovi metalliforniturestampaggio di piccole partis ai settori in cui la precisione su scala miniaturizzata è fondamentale.
Elettronica e connettori
Pin del connettore USB e HDMI (ottone o bronzo fosforoso)
Contatti del supporto della carta SIM (acciaio inossidabile, nichelato)
Contatti a molla per batteria per dispositivi indossabili
Dita di schermatura e clip di terra (rame berillio)
Lead frame per sensori e LED
Dispositivi medici
Componenti dell'incudine e della cartuccia della suturatrice chirurgica
Punte di strumenti dentali (inossidabili, taglienti)
Connettori per dispositivi impiantabili (titanio o acciaio inossidabile 316L)
Anelli di bloccaggio del raccordo del catetere
Contatti della striscia reattiva diagnostica (placcati in oro)
Automotive e veicoli elettrici
Morsetti scatola fusibili (ottone stagnato)
Clip per cablaggio elettrico (acciaio per molle)
Staffe di montaggio del sensore (sottile inossidabile)
Lame di contatto della porta di ricarica
Sbarre del sistema di gestione della batteria (formato piccolo)
Orologeria e Micromeccanica
Ponti del treno di ingranaggi (ottone)
Steli con impostazione manuale (grezzi stampati per ulteriori lavorazioni)
Clip a molla della custodia
Anelli distanziatori del movimento
Prodotti di consumo
Contatti di ricarica degli auricolari (acciaio inossidabile placcato oro)
Piastre di montaggio del motore del drone (alluminio)
Terminali della batteria del telecomando
Cursori per cerniere e linguette (piccolo acciaio stampato)
Componenti fibbie per zaini
Garanzia di qualità per lo stampaggio di piccole parti – EEAT in pratica
Nuovi metalliapplica protocolli di qualità specializzati per componenti in miniatura.
Esperienza con Micro-Attrezzature
I nostri produttori di utensili hanno decenni di esperienza nella rettifica di punzoni con diametro fino a 0,3 mm. Utilizziamo l'elettroerosione a filo e la rettifica con maschere per ottenere giochi della matrice del 5–8% per lato, fondamentali per una tranciatura pulita di materiali sottili senza sbavature.
Competenza nell'ispezione ad alto ingrandimento
Gli strumenti di misura standard non sono sufficienti per lo stampaggio di pezzi di piccole dimensioni. Nuote Metals utilizza:
Sistemi di misurazione della vista: ingrandimento 100x con risoluzione inferiore al micron
Micrometri laser Keyence – Misurazione senza contatto a 1.000 letture/secondo
Microscopia elettronica a scansione (SEM) – Per l'analisi dei guasti e la verifica della qualità dei bordi (esternalizzata secondo necessità)
Autorevolezza attraverso gli standard di settore
Nostrostampaggio di piccole partiattenersi a:
ISO 9001:2015 – Gestione della qualità
IPC-610 – Accettabilità degli assemblaggi elettronici (per parti di connettori e contatti)
RoHS e REACH – Conformità dei materiali per l'elettronica
IATF 16949 – Qualità automobilistica (disponibile per piccole parti automobilistiche)
Fiducia grazie all'ispezione automatizzata al 100%.
Per lo stampaggio di piccole parti critiche,Nuovi metalliimplementa:
Sensori ottici integrati – Verifica la presenza della parte e la geometria di base a 1.200 SPM
Smistamento visivo post-timbro – Scarta parti con difetti dimensionali o superficiali
Nastro in bobina con conteggio automatizzato – Garantisce quantità esatte senza pezzi mancanti
Sfide comuni nello stampaggio di piccole parti e come Nuote Metals le risolve
| Sfida | Causa ultima | Soluzione di nuovi metalli |
|---|---|---|
| Bave su microfori | Deflessione del punzone o gioco improprio | Punzoni in metallo duro con piastre di estrazione guidate; spazio ottimizzato per spessore |
| Parte attaccata al punzone (picking) | Vuoto o carica statica | Espulsione positiva dell'aria; punzoni rivestiti (TiN o DLC); ionizzatore antistatico |
| Incoerenza dimensionale sulla larghezza della striscia | Tensione della bobina non uniforme o errore di alimentazione | Servoalimentazione con controllo ad anello chiuso; piastra con pinch roll |
| Parti piegate o attorcigliate dopo lo stampaggio | Tensioni residue da coniatura o flessione | Distensione in linea (calore); stazioni di controflessione |
| Parti mancanti durante l'imballaggio | Attrazione statica o di piccole dimensioni | Vassoi antistatici; alimentatori vibranti automatizzati con sensori di conteggio |
Domande frequenti sullo stampaggio di piccole parti
Di seguito sono riportate le richieste tecniche più comuni ricevute danoi per quanto riguardaparti stampate.
Q1: Qual è la dimensione più piccola per lo stampaggio di piccole parti che Nuote Metals può produrre?
R: Nuote Metals ha prodotto piccole parti stampate fino a 0,8 mm di lunghezza e 0,3 mm di larghezza, con uno spessore del materiale di 0,1 mm. Il minimo pratico dipende dalla complessità delle funzionalità. Per una semplice rondella piatta o un tampone di contatto, possiamo stampare parti fino a 0,5 mm di diametro utilizzando utensili in metallo duro e presse ad alta velocità. Per le parti che richiedono fori, il diametro minimo del foro è 0,2 mm (spessore del materiale ≤ 0,15 mm). Per le parti con piegature o caratteristiche formate, la dimensione minima della parte è di circa 1,5 mm in qualsiasi dimensione per consentire lo spazio libero per l'utensileria. Se le piccole parti stampate sono inferiori a questi limiti, Nuote Metals può consigliare processi alternativi come l'incisione fotochimica (PCM) o la microlavorazione laser. Ti invitiamo a inviare il tuo disegno per una verifica di fattibilità: i nostri ingegneri ti consiglieranno se lo stampaggio è tecnicamente ed economicamente fattibile.
D2: In che modo Nuote Metals controlla le bave sullo stampaggio di piccole parti, soprattutto quando le parti verranno maneggiate o saranno a contatto con componenti sensibili?
R: Il controllo delle bave è la principale preoccupazione in termini di qualità per lo stampaggio di piccole parti.Nuovi metalliutilizza un approccio a tre livelli. Innanzitutto, giochi matrice ottimizzati: per materiali sottili (meno di 0,3 mm), manteniamo un gioco punzone-matrice di solo il 3–5% per lato, il che riduce drasticamente la formazione di bave ma richiede punzoni in metallo duro per prevenire l'usura. In secondo luogo, la manutenzione degli utensili affilati: teniamo traccia del numero di corse del punzone e sostituiamo o riaffiliamo i punzoni ogni 500.000-2.000.000 di corse a seconda dell'abrasività del materiale. Terzo, sbavatura secondaria per lo stampaggio di piccole parti critiche: offriamo la barilatura vibrante con supporti in ceramica o plastica, che produce un raggio del bordo uniforme di 0,01–0,03 mm e rimuove le bave fino a un'altezza ≤ 0,01 mm. Per le parti che non tollerano bave rilevabili (ad esempio, lame medicali o contatti elettrici che non devono graffiare le superfici di accoppiamento), offriamo l'elettrolucidatura (per l'acciaio inossidabile) o la sabbiatura microabrasiva. Specifica l'altezza massima consentita della bava sul disegno e Nuote Metals selezionerà il processo appropriato.
Q3: Qual è il tempo di consegna tipico per gli utensili e i primi campioni di stampaggio di piccole parti?
R: Tempi di consegna perstampaggio di piccole partidipendono dalla complessità della parte e dalla costruzione dello stampo. Per le parti piatte semplici (rondelle, clip, terminali) che possono utilizzare matrici multi-fila con 2-4 stazioni, Nuote Metals in genere consegna i primi campioni in 15-20 giorni lavorativi dopo l'approvazione del disegno. Per lo stampaggio di piccole parti complesse con piegature multiple, coniatura e perforazione che richiedono stampi progressivi con 8-15 stazioni, i tempi di consegna degli utensili variano da 25 a 35 giorni lavorativi. Offriamo un servizio rapido (costo aggiuntivo del 30% sugli utensili) che riduce i tempi di consegna di 7-10 giorni. Dopo l'approvazione degli utensili, forniamo 20 pezzi campione gratuiti per l'ispezione del cliente. Il tempo di produzione per lo stampaggio di componenti di piccole dimensioni è in genere di 10-15 giorni lavorativi per ordini fino a 500.000 pezzi, presupponendo che la placcatura o le operazioni secondarie siano standard. Contatta Nuote Metals con il disegno della tua parte per una tempistica specifica.
Q4: Come vengono imballate le piccole parti stampate per evitare perdite o danni durante la spedizione? Potete fornire nastri in bobina per l'assemblaggio automatizzato?
R: Sì, Nuote Metals offre molteplici opzioni di imballaggio perparti stampate. Per l'assemblaggio manuale o l'uso a basso volume, forniamo sacchetti in polietilene antistatici con chiusure termosaldate ed essiccante, generalmente confezionati in 1.000-10.000 pezzi per sacchetto (a seconda delle dimensioni della parte). Per l'assemblaggio pick-and-place automatizzato, offriamo imballaggi su nastro e bobina conformi agli standard EIA-481, disponibili per parti di dimensioni fino a 1,0 mm x 1,0 mm. Il nostro servizio tape-and-reel comprende nastro di supporto antistatico, nastro di copertura con forza di pelatura controllata e bobine di plastica con diametro da 7 pollici o 13 pollici. Per lo stampaggio di piccole parti molto piccole o delicate offriamo anche vassoi per waffle (standard JEDEC) con tasche individuali per evitare che le parti si tocchino tra loro. Per ordini di grandi volumi, possiamo fornire imballaggi sfusi con conteggio ed etichettatura automatizzati. Specifica il tuo metodo di imballaggio preferito al momento del preventivo: in genere non sono previsti costi aggiuntivi per il nastro in bobina per ordini superiori a 50.000 pezzi.
Perché collaborare con Nuote Metals per lo stampaggio di parti?
Produrreparti stampatesu larga scala richiede competenze specializzate che le officine di stampaggio generali non possono fornire. Offerte Nuote Metalli:
Velocità di stampa fino a 1.200 SPM – Ottimizzata per parti in miniatura
Tolleranze fino a ±0,01 mm – Verificate mediante misurazione visiva
Materiali sottili fino a 0,1 mm: dall'acciaio per molle al rame-berillio
Stampi multi-fila – Fino a 16 cavità per corsa per parti piatte
Ispezione interna allo stampo e post-timbro: disponibilità dello smistamento visivo al 100%.
Imballaggio su nastro e bobina – Pronto per l'assemblaggio automatizzato
Servizio di prototipazione: strumenti software per la convalida di volumi ridotti
Feedback DFM gratuito: identifichiamo potenziali problemi prima di attrezzare
ContattoNuovi metallioggi per inviare il tuo disegno o discutere il tuostampaggio di piccole partirequisiti.
Tag caldi: Stampaggio di piccole parti, Fabbrica di parti di stampaggio, Cina Stampaggio di piccole parti
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza