
Prodotti









Rivetti semitubolari a testa tonda
In qualità di produttore cinese, Nuote Metals produce rivetti semitubolari a testa tonda personalizzati. La testa a cupola liscia offre una finitura pulita, mentre il corpo semitubolare si allarga facilmente per una presa sicura nella pelletteria, nei bagagli e nelle riparazioni automobilistiche. Risparmia tempo di assemblaggio ed elimina giunti allentati. Affidati alla nostra fabbrica per rivetti durevoli e realizzati con precisione che risolvono le tue sfide di fissaggio.
Invia richiesta
Descrizione del prodotto
Tra i tanti stili di testa del rivetto disponibili, la testa tonda rimane la più riconoscibile e meccanicamente robusta.Rivetti semitubolari a testa tondacombinano il tradizionale profilo a cupola, collaudato in secoli di assemblaggio meccanico, con l'efficienza moderna di un design con estremità cava. Questo ibrido offre la resistenza al taglio di un rivetto solido richiedendo una forza di fissaggio significativamente inferiore.
Nuovi metalliproducerivettida acciaio a basso tenore di carbonio, ottone, acciaio inossidabile e alluminio. I nostri componenti servono settori in cui una cupola visibile e uniforme è sia funzionale che estetica, tra cui attrezzature pesanti, interni automobilistici, valigeria e pelletteria.

Cosa sono i rivetti semitubolari a testa tonda?
Rivetti semitubolari a testa tondapresentano una testa solida ed emisferica ad un'estremità e una cavità cilindrica poco profonda (la sezione "semi-tubolare") all'estremità opposta. Il diametro della testa è tipicamente da 1,6 a 2,0 volte il diametro del gambo, con un'altezza pari a circa il 40-50% del diametro della testa.
Durante l'installazione, la coda cava si espande verso l'esterno sotto pressione, formando un bloccaggio che blocca insieme i materiali. La testa rotonda rimane visibile sul lato esterno, conferendo un aspetto coerente e decorativo.
Caratteristiche diEsso:
Profilo a cupola classico: curvatura liscia e uniforme, senza spigoli vivi
Forza di posizionamento ridotta – Circa il 25–30% della forza necessaria per un rivetto a testa tonda solido
Espansione controllata – La sezione cava rotola in modo prevedibile, riducendo lo stress del materiale
Ampia compatibilità con i materiali: adatto per metallo, plastica, pelle e materiali compositi
Nuovi metalliproduce rivetti semitubolari a testa tonda con diametri da 2 mm a 10 mm, con geometrie della testa personalizzate disponibili per l'estetica specifica del marchio.
Diversi tipi di rivetti che produciamo
Produciamo diversi tipi di rivetti, come rivetti solidi, rivetti semitubolari e rivetti tubolari completi e rivetti speciali personalizzati.
1. Rivetti solidi, inclusi rivetti solidi a testa tonda, rivetti solidi a testa piatta e rivetti solidi a testa svasata in diversi materiali.



2. Rivetti semitubolari, compresi rivetti semitubolari a testa tonda, rivetti semitubolari a testa piatta e rivetti semitubolari a testa svasata in diversi materiali.



3. Rivetti tubolari completi in ottone, rame, acciaio inossidabile, alluminio e acciaio.

4. Rivetti speciali

Perché scegliere i rivetti semitubolari a testa tonda rispetto ad altri stili di testa?
Confronto dello stile della testa
| Stile della testa | Altezza della testa | Zona portante | Profilo visibile | Migliore applicazione |
|---|---|---|---|---|
| Testa rotonda | Alto (0,4–0,5 x diametro della testa) | Moderare | Cupola altamente visibile | Mobili, valigie, macchinari pesanti, assemblaggi tradizionali |
| Testa di fungo | Basso (0,2–0,3 x diametro della testa) | Grande | Cupola ampia e poco profonda | Materiali morbidi, pelle, tessuto |
| Testa piatta (svasata) | A filo (0 mm sopra la superficie) | Moderare | Quasi invisibile | Aerospaziale, elettronica, superfici lisce |
| Testa ovale | Medio (0,3–0,4 x diametro della testa) | Moderare | Liscio, leggermente rialzato | Industria generale, dove l'apparenza conta |
Vantaggi del design a testa rotonda
- Massima resistenza della testa: la cupola spessa resiste alla deformazione sotto impatto
- Autocentrante – La forma rotonda aiuta ad allineare il rivetto durante l'inserimento
- Estetica tradizionale: ideale per valigeria, selleria e mobili in stile vintage
- Facile da impostare manualmente: la testa rotonda fornisce un chiaro bersaglio per l'impostazione del martello
- Compatibile con i posizionatori standard – La maggior parte dei posizionatori per rivetti include incudini a testa tonda
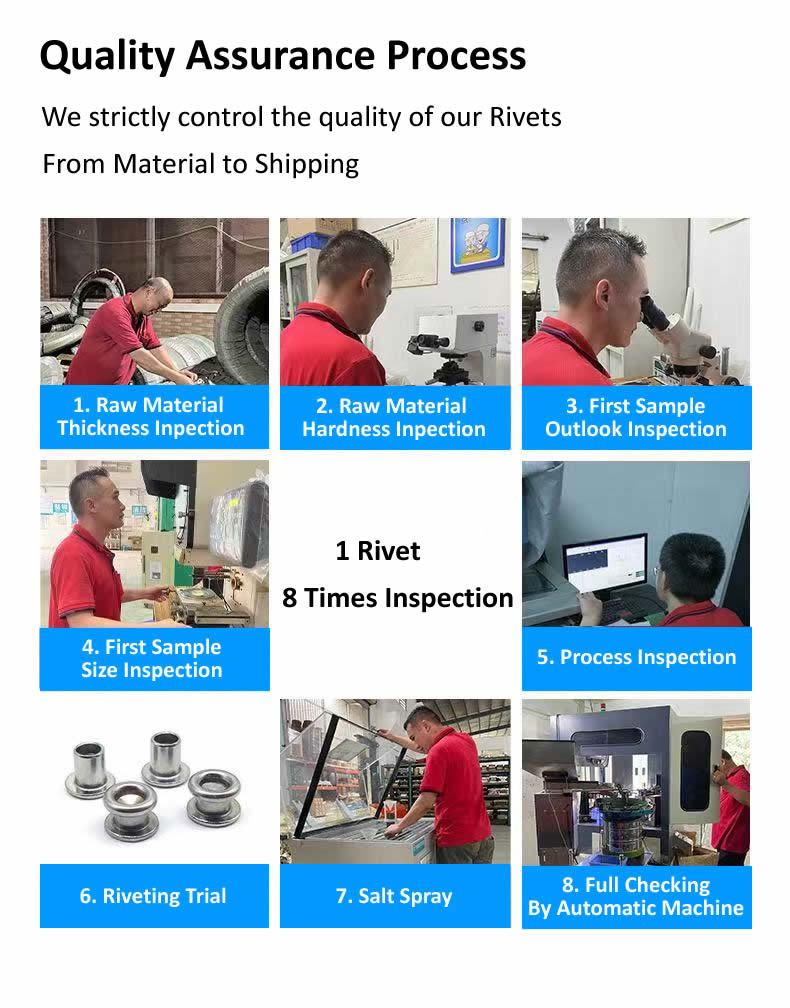
Come controlliamo la qualità dei rivetti in ogni lotto
Parametri dettagliati del prodotto
Tuttorivetti semitubolari a testa tondadaNuovi metallisono prodotti per soddisfare gli standard dimensionali ANSI/ASME B18.1.2 per i rivetti a testa tonda, con la profondità della cavità semitubolare pari al 40–60% della lunghezza totale della canna.
Specifiche dei materiali
| Parametro | Acciaio a basso tenore di carbonio | Ottone (C260) | Acciaio inossidabile (304) | Alluminio (5056) |
|---|---|---|---|---|
| Resistenza alla trazione (MPa) | 400 – 500 | 315 – 390 | 515 – 620 | 280 – 350 |
| Durezza (come prodotto) | HRB 70–85 | HRB 60–75 | HRB 70–85 | HRB 45–60 |
| Resistenza alla corrosione (nebbia salina) | 48–120 ore (zincato) | 48–72 ore (non rivestito) | 200+ ore (passivato) | Oltre 100 ore (anodizzato) |
| Magnetico? | SÌ | NO | Leggermente (se lavorato a freddo) | NO |
| Finiture tipiche | Zincato, ossido nero, fosfato | Laccato naturale, anticato, nichel | Passivato, pallinato | Anodizzato trasparente, anodizzato a colori |
Dimensioni standard – Rivetti semitubolari a testa tonda in acciaio
Nuovi metallimantiene gli utensili per le seguenti dimensioni standard. Per ordini di volume sono disponibili diametri della testa personalizzati, lunghezze della canna e profondità della cavità.
| Diametro del gambo (mm) | Diametro della testa (mm) | Altezza della testa (mm) | Intervallo di lunghezza della canna (mm) | Profondità della cavità (mm) | Gamma di presa consigliata (mm) |
|---|---|---|---|---|---|
| 2.0 | 3.2 – 3.6 | 1.2 – 1.4 | 3.0 – 8.0 | 1,5 – 4,0 | 1.0 – 2.5 |
| 2.5 | 4.0 – 4.5 | 1.5 – 1.7 | 4.0 – 10.0 | 2.0 – 5.0 | 1,5 – 3,0 |
| 3.0 | 4.8 – 5.4 | 1.8 – 2.1 | 5.0 – 12.0 | 2,5 – 6,0 | 2.0 – 4.0 |
| 4.0 | 6.4 – 7.2 | 2.4 – 2.8 | 6.0 – 16.0 | 3.0 – 8.0 | 2,5 – 5,5 |
| 5.0 | 8.0 – 9.0 | 3.0 – 3.5 | 8.0 – 20.0 | 4.0 – 10.0 | 3.0 – 7.0 |
| 6.0 | 9.6 – 10.8 | 3.6 – 4.2 | 10.0 – 25.0 | 5.0 – 12.5 | 4.0 – 9.0 |
| 8.0 | 12.8 – 14.4 | 4.8 – 5.6 | 12.0 – 32.0 | 6.0 – 16.0 | 5.0 – 12.0 |
| 10.0 | 16.0 – 18.0 | 6.0 – 7.0 | 15.0 – 40.0 | 8.0 – 20.0 | 6.0 – 15.0 |
Tolleranze: diametro gambo ±0,05 mm, diametro testa ±0,15 mm, altezza testa ±0,10 mm, lunghezza totale ±0,15 mm. La profondità della cavità è circa il 50% della lunghezza della canna per lo standardrivetti semitubolari.
Dati sulle prestazioni meccaniche (acciaio, diametro 4 mm)
| Parametro | Valore |
|---|---|
| Resistenza al taglio singola | 6.500 – 7.500 N (circa 660 – 765 kgf) |
| Estrazione a trazione (piastra in acciaio da 2 mm) | 2.800 – 3.500 N (ca. 285 – 357 kgf) |
| Diametro foro consigliato | Diametro gambo + da 0,15 a 0,25 mm |
| Forza di impostazione (pressa idraulica) | 1,5 – 3,0 tonnellate (a seconda della pila di materiale) |
| Impostazione della forza relativa al rivetto solido | ca. 28% |
Applicazioni dei rivetti semitubolari a testa tonda
Nuovi metalliforniturerivetti semitubolari a testa tondain tutti i settori in cui si desidera un aspetto a cupola tradizionale o dove è richiesta la massima resistenza della testa.
Bagagli e articoli per valigie
- Accessori per maniglia valigia
- Rivettatura della staffa angolare
- Sostituzioni perni cerniera
- Punti di montaggio con serratura e chiavistello
- Fissaggio staffa ruota carrello
La testa rotonda conferisce un aspetto classico e premium ai bagagli in pelle e policarbonato.
Mobili e tappezzerie
- Rinforzo del telaio della sedia in legno (metallo su legno)
- Attacchi bottoni pouf in pelle
- Montaggio con clip a molla sui divani
- Assemblaggio telaio metallico per mobili pieghevoli
- Bordi decorativi con rivetti sulle testiere

Macchinari e attrezzature pesanti
- Attacco targhetta pannello di controllo
- Fissaggio della protezione e dello scudo
- Rivetti delle piastre antiusura sulle benne degli escavatori
- Montaggio lama raschiatore nastro trasportatore
- Targhe identificative per macchine agricole
Veicoli automobilistici e commerciali
- Montaggio maniglia interna (testa rotonda visibile)
- Fermi passacavo per tappetino
- Accessori per il rivestimento del cruscotto (dove le viti non sono desiderabili)
- Etichette di identificazione del vano motore
- Elementi di fissaggio per i binari dei sedili di autobus e rimorchi
Pelletteria e selleria
- Rinforzi foro cintura (testa tonda decorativa)
- Borchie e rivetti per collare per cani
- Collegamenti del cinch e della cinghia della sella
- Protezioni angolari per borse in pelle
- Hardware del cablaggio
Garanzia di qualità per rivetti semitubolari a testa tonda – EEAT nella pratica
Nuovi metallidimostra Esperienza, Competenza, Autorevolezza e Fiducia attraverso rigorosi protocolli di qualità specifici per le geometrie della testa tonda.
Esperienza nella formazione dei capi
La produzione di teste rotonde uniformi richiede utensili precisi per la ricalcatura a freddo. I nostri ingegneri delle attrezzature hanno oltre 10 anni di esperienza con rivetti semitubolari a testa tonda. Utilizziamo matrici in metallo duro con cavità lucidate per ottenere una cupola liscia e priva di imperfezioni su ogni rivetto.
Competenza nella concentricità
Per i rivetti semitubolari a testa tonda, la concentricità testa-gambo è fondamentale. Una testa non concentrica apparirà sbilenca e potrebbe non posizionarsi correttamente. Nuote Metals mantiene la concentricità entro 0,10 mm TIR (lettura totale dell'indicatore) per diametri fino a 6 mm e 0,15 mm TIR per dimensioni maggiori. Verifichiamo ogni lotto utilizzando un comparatore ottico.

Autorevolezza attraverso gli standard
I nostri rivetti semitubolari a testa tonda sono conformi a:
ANSI/ASME B18.1.2 – Rivetti solidi piccoli (dimensioni testa tonda)
ISO 1051 – Rivetti per uso generale
ISO 9001:2015 – Gestione della qualità
RoHS e REACH – Per versioni placcate e rivestite
Fiducia attraverso i test
Ogni lotto dirivetti semitubolari a testa tondadaNuovi metallisubisce:
Controllo dimensionale – Diametro testa, altezza testa, diametro gambo, profondità cavità
Test di durezza – Scala Rockwell per materiale
Controllo concentricità – Comparatore ottico
Test di fissaggio: rivetti campione inseriti in una pila di materiale rappresentativa per verificare la formazione della clinciatura
Guida all'installazione per rivetti semitubolari a testa tonda
L'impostazione corretta garantisce che la testa rotonda rimanga intatta mentre la coda forma un clinch sicuro.
Strumenti richiesti
Punzone o trapano – Dimensioni = diametro del gambo + 0,15–0,25 mm
Incudine a testa tonda – Si adatta alla curvatura della testa del rivetto (protegge la testa durante l'impostazione)
Punzone di regolazione – Piatto o leggermente concavo, dimensionato in base al diametro del gambo
Pressa a martello o a pergolato
Impostazione passo passo (manuale)
Preparare i fori: forare o perforare tutti gli strati di materiale. Rimuovere le sbavature.
Inserire il rivetto – Posizionare il rivetto semitubolare a testa tonda nel foro dal lato visibile. La testa rotonda dovrebbe essere a filo con il materiale superiore.
Sostenere la testa – Posizionare l'incudine a testa tonda contro la testa del rivetto. Ciò impedisce la deformazione della cupola.
Espandere la coda – Posizionare il punzone di regolazione contro la coda cava. Colpire con decisione con un martello o esercitare pressione sulla pressa.
Ispeziona: la coda dovrebbe rotolare verso l'esterno in un clinch piatto o leggermente arrotondato. La testa rotonda non deve presentare ammaccature o appiattimenti.
Errori comuni
Colpire direttamente la testa rotonda: deforma la cupola e rovina l'aspetto. Utilizzare sempre un'incudine adatta.
Impostazione eccessiva: una forza eccessiva può rompere la coda cava o spaccare il materiale. Utilizzare una pressa con arresto di profondità per risultati ripetibili.
Fori sottodimensionati – Causano il raschiamento del gambo e possono impedire l'inserimento completo.
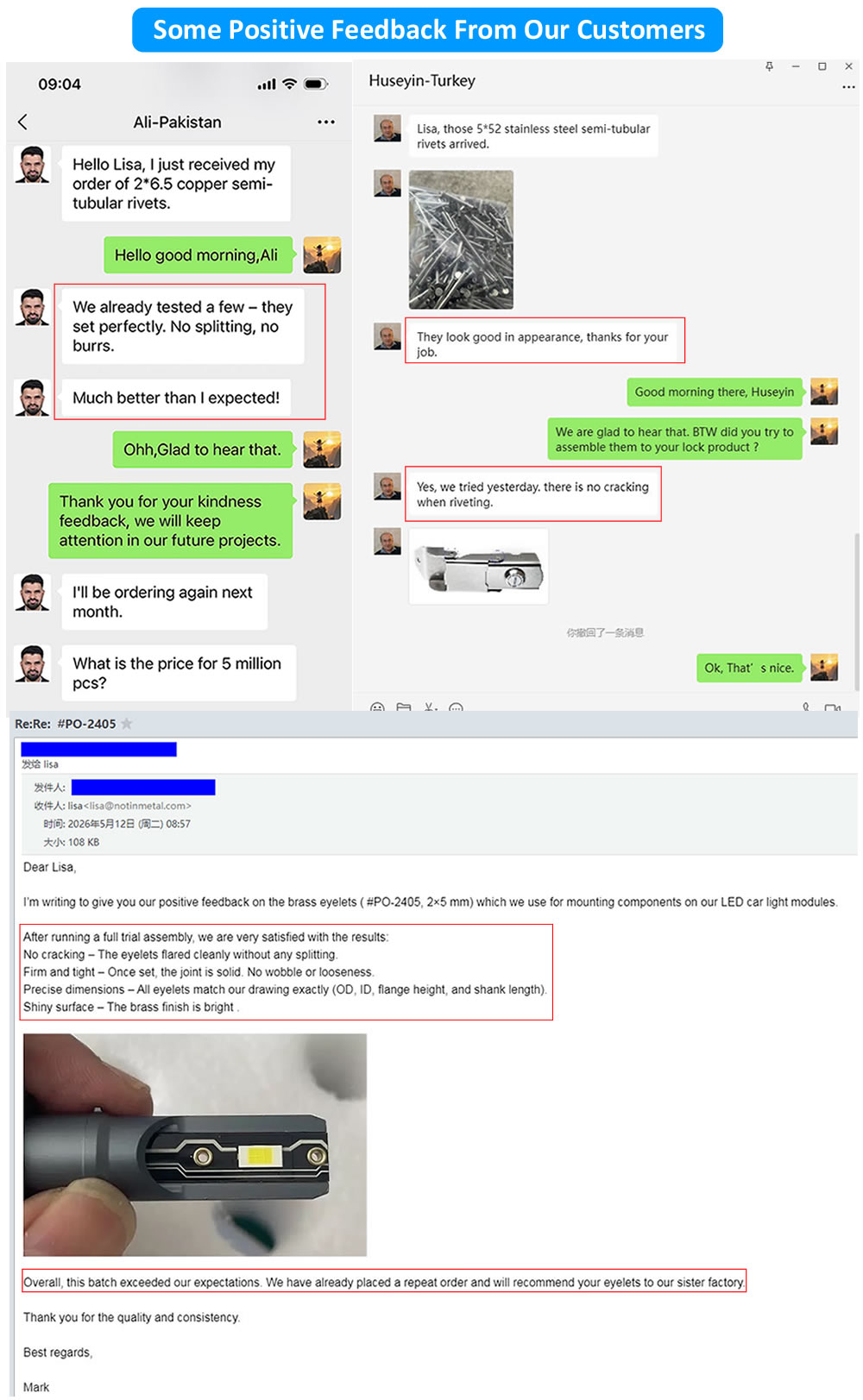
Feedback dei clienti
Domande frequenti sui rivetti semitubolari a testa tonda
Di seguito sono riportate le richieste tecniche più comuni ricevute da Nuote Metals in meritorivetti semitubolari a testa tonda.
Q1: Qual è la differenza tra rivetti semitubolari a testa tonda e rivetti a testa tonda piena? Quando dovrei usarli ciascuno?
R: La differenza fondamentale è la cavità cava nella coda. I rivetti semitubolari a testa tonda hanno un foro poco profondo sulla punta, riducendo la quantità di materiale che deve essere spostato durante l'installazione. Ciò richiede solo il 25-30% della forza necessaria per un rivetto solido dello stesso diametro. I rivetti a testa tonda sono completamente solidi e richiedono una forte compressione o martellamento con una barra di controtendenza. Per le applicazioni in cui si ha accesso a entrambi i lati e si desidera un aspetto a cupola tradizionale, i rivetti semitubolari a testa tonda sono quasi sempre la scelta migliore perché sono più veloci da installare, causano meno stress sui materiali circostanti e producono una clinciatura più uniforme. I rivetti solidi sono riservati a carichi strutturali estremi (ad esempio, costruzione di ponti, recipienti a pressione) dove la massima resistenza al taglio è l'unica priorità. Per applicazioni industriali generali, mobili, valigeria e automobilistiche, Nuote Metals consiglia rivetti semitubolari a testa tonda per la loro combinazione di aspetto classico ed efficienza di installazione.
Q2: I rivetti semitubolari a testa tonda possono essere utilizzati in legno o plastica? Il materiale si spezzerà?
R: Sì, ma sono necessarie precauzioni.Rivetti semitubolari a testa tondapuò essere utilizzato in legno, legno ingegnerizzato (MDF, compensato) e plastica rigida (ABS, policarbonato, acrilico). Tuttavia questi materiali non si deformano come il metallo; la coda del rivetto non si “incorporerà” al loro interno. Per il legno e la plastica Nuote Metals consiglia quanto segue. Innanzitutto, preforare un foro leggermente più grande del diametro del gambo (gambo + 0,2–0,3 mm). In secondo luogo, per la plastica, smussare l'ingresso e l'uscita del foro per evitare aumenti di tensione. In terzo luogo, utilizzare una rondella di supporto sotto la coda per distribuire la forza di ribaditura su un'area più ampia: ciò impedisce alla coda di passare attraverso il materiale. In quarto luogo, posizionare il rivetto utilizzando una pressa controllata anziché un colpo di martello per evitare rotture da urto. Per plastiche molto fragili (acrilico, polistirolo), si consiglia di evitare del tutto il fissaggio meccanico o di utilizzare un design con rivetto a spalla. Nuote Metals può fornire rivetti semitubolari a testa tonda con rondelle flangiate più grandi specifiche per materiali morbidi.
Q3: Come seleziono la lunghezza corretta del cilindro per i rivetti semitubolari a testa tonda quando lo spessore del materiale varia?
R: La lunghezza della canna deve superare lo spessore totale del materiale di 1,0–1,5 mm per consentire materiale sufficiente per la formazione del clinch. Ad esempio, se la pila di materiale ha uno spessore di 3,0 mm, seleziona un rivetto con una lunghezza del cilindro di 4,0–4,5 mm. Se lo spessore della pila varia (ad esempio, una cerniera con due spessori diversi), utilizzare il punto più spesso per determinare la lunghezza della canna: il clinch si formerà comunque nelle sezioni più sottili, anche se potrebbe trovarsi leggermente più in alto. Per variazioni significative (più di 2 mm di differenza nell'assemblaggio), Nuote Metals consiglia di utilizzare due diverse lunghezze di rivetto in zone diverse o di progettare un cilindro a gradini dove varia la profondità della cavità. Offriamo lunghezze di canna personalizzate con incrementi di 0,5 mm da 3 mm a 40 mm. Contatta il nostro team tecnico con gli spessori specifici della pila di materiale e calcoleremo la lunghezza ottimale della canna per i tuoi rivetti semitubolari a testa tonda.
Q4: Quali materiali sono disponibili per i rivetti semitubolari a testa tonda oltre all'acciaio? Offrite finiture decorative?
R: Sì, Nuote Metals producerivetti semitubolari a testa tondain molteplici materiali e finiture. Per applicazioni resistenti alla corrosione, offriamo acciaio inossidabile (304 o 316) con finitura passivata o sabbiata. Per applicazioni decorative o elettriche, offriamo ottone (C260) con finiture laccate naturali, anticate, lucide o nichelate. Per gli assemblaggi leggeri, offriamo alluminio (5056) con finiture anodizzate trasparenti o colorate. Per esigenze di alta resistenza, leggerezza o non magneticità, possiamo anche produrre rivetti semitubolari a testa tonda in rame o bronzo fosforoso (per applicazioni a molla). La nostra finitura decorativa più popolare per i rivetti semitubolari a testa tonda visibile è l'ottone anticato, che conferisce l'aspetto vintage e ossidato desiderato nella pelletteria e nei mobili. L'ottone nichelato fornisce un aspetto moderno color argento. Per i rivetti in acciaio, la zincatura (trasparente, blu o gialla) è standard, ma offriamo anche l'ossido nero per una finitura nera opaca. Specifica il materiale e la finitura nel preventivo e Nuote Metals confermerà la disponibilità e le quantità minime dell'ordine.
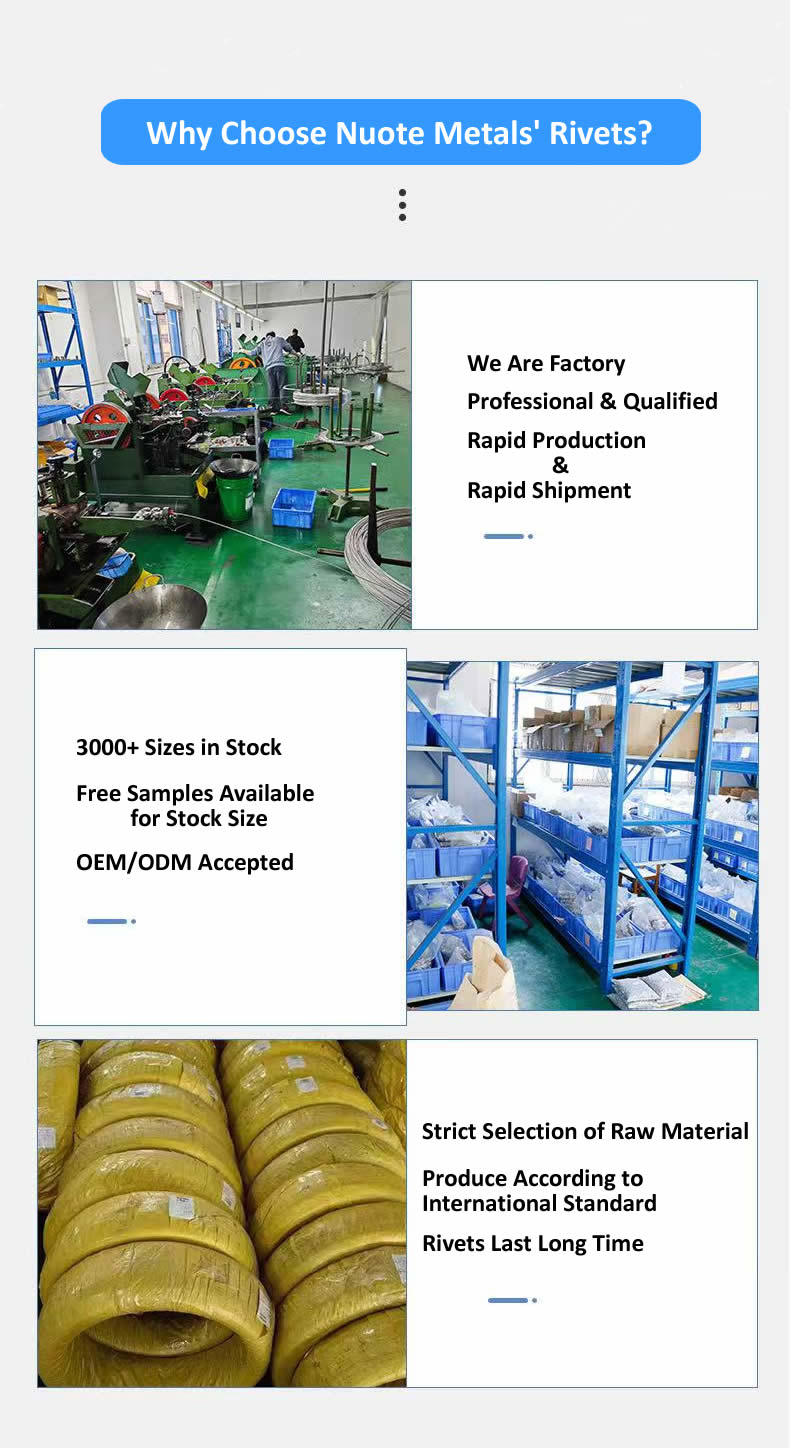
Perché collaborare con Nuote Metals per rivetti semitubolari a testa tonda?
Scegliere il fornitore giusto perrivetti semitubolari a testa tondagarantisce una geometria della testa coerente, una clinciatura affidabile e un prezzo competitivo. Offerte Nuote Metalli:
Diametri della testa da 3,2 mm a 18,0 mm (gambi da 2 mm a 10 mm)
Quattro famiglie di materiali: acciaio, acciaio inossidabile, ottone, alluminio
Otto finiture standard – Tra cui ottone anticato e placcatura in nichel
Lunghezze di canna personalizzate: qualsiasi lunghezza da 3 mm a 40 mm (si applica una quantità minima)
Libreria di utensili – Oltre 50 matrici a testa tonda standard, che riducono o eliminano i costi degli utensili
Programma di esempio: 20 pezzi gratuiti da utensili esistenti
Tempi di consegna rapidi: 5-10 giorni lavorativi per le taglie in stock
Tracciabilità completa – Certificati dei materiali e rapporti dimensionali con ogni ordine
ContattoNuovi metallioggi per richiedere un pacchetto campione o un preventivo per la vostra applicazione di rivetti semitubolari a testa tonda.
Tag caldi: Rivetti mezzi tubolari a testa tonda, Cina rivetti mezzi tubolari, fabbrica di rivetti mezzi tubolari
Categoria correlata
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza